


























4 OPERATION
0463 697 001
- 12 -
© ESAB AB 2021
4.4
Grinding
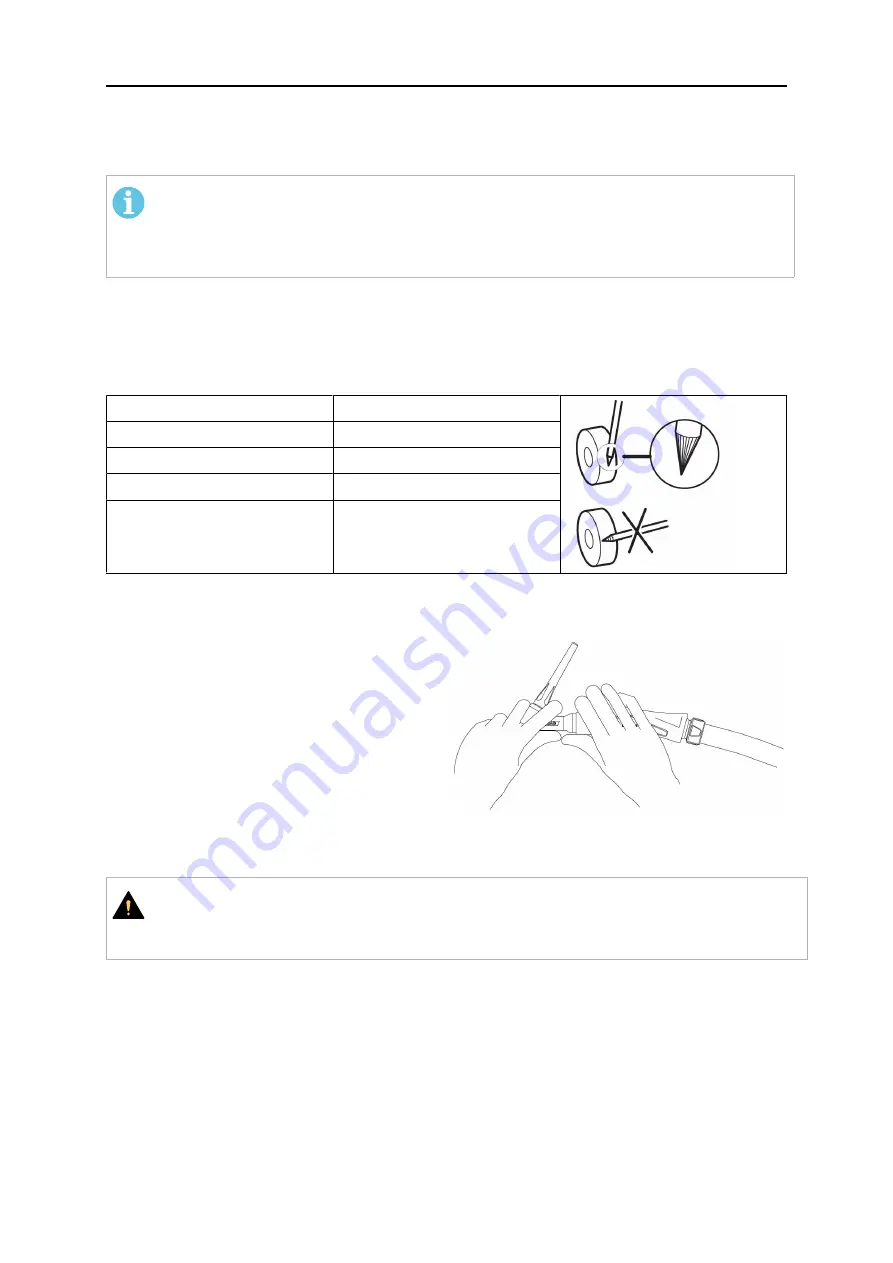
Grind tungsten electrodes according to the following table:
NOTE!
Tungsten electrodes must be grounded lengthways. If they are incorrectly grounded,
the arc may be unstable. When the welding current is increased, the angle must
also be increased.
When welding with alternating current (AC), the electrode end must be gently rounded.
Grinding the electrode is then unnecessary. Light grading of the edge is sufficient. The
electrode forms itself if it is carefully overloaded. If the tip becomes ball shaped while welding
using alternating current, this is a sign that the current is too high for the diameter of
electrode being used.
Welding current
Electrode angle
20 A
30°
20–100 A
30°–90°
100–200 A
90°–120°
over 200 A
120°
4.5
Bending of the flexible torch
The life of the flexible torch is limited. The
maximum bending angle should be
45 degrees.
The life of the torch head can be prolonged by
proper technique.
Always make sure that the torch head is
supported by the thumb when you bend. This
prevents damages at sharp bendings.
4.6
Valve torches
CAUTION!
Do not operate TIG torches with an integrated valve in the torch neck on welding
systems equipped with an ignition and stabilization device.
Summary of Contents for SR-B 17
Page 2: ......
Page 25: ...WEAR PARTS 0463 697 001 25 ESAB AB 2021 ...







































































