





























409-35011
Rev D
64
of 83
Adjusting an article
Articles may require adjustment to improve the quality of the preparation. Users must have Operator D
level permissions (see Table 6) to adjust an article.
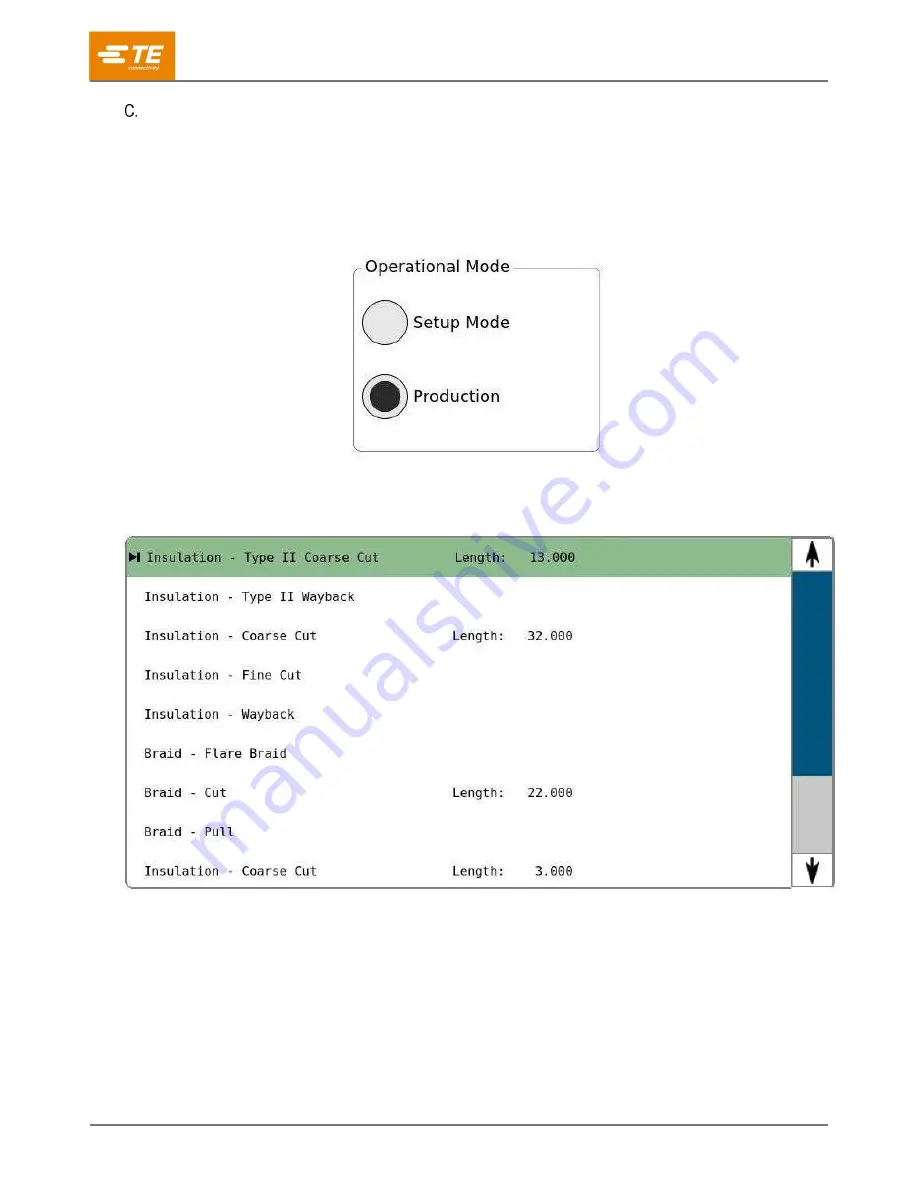
1. On the right side of the Production screen, in the Operational Mode box, touch the radio button to
select
Setup Mode
Figure 78: Operational Mode buttons
2. On the left side, in the Process Step box (Figure 79), touch the process step you want to adjust.
Figure 79: Process steps







































































