











Installation and Operation Guide
ENVI-RO™ High Efficiency Reverse Osmosis System
Mineral Reduction System For Foodservice Applications
Printed in U.S.A.
EV3128-25 Rev A SE08
IntroductIon
The Everpure ENVI-RO™ Mineral Reduction System is a pre-
engineered, pre-assembled Reverse Osmosis (RO) system designed
to provide high purity water for multiple applications, such as
premium espresso, coffee, blended beverages and steam, to name a
few. It combines a number of water treatment technologies into one
easy to install package. The system provides superior protection
against taste and odor causing contaminants while removing dirt,
particulates and dissolved solids that can foul or scale equipment.
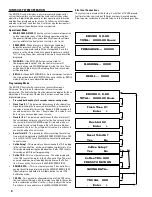
Initial System Production
Water production depends on supply water pressure and temperature.
See PERFORMANCE section (page 8) for normalized production.
Influent Water characteristics
The following table lists the allowable operating range of various
water properties within which the ENVI-RO™ will function
properly.
Total Dissolved Solids (TDS)
0-1,000 ppm (0-1,000 mg/I)
pH
5-10
Chlorine
1
0-3 ppm (0-3 mg/I)
Chloramines
0-3 ppm (0-3 mg/I)
Turbidity
0-1 NTU
Iron
0-1 ppm (0-1 mg/I)
1
Reverse osmosis membrane filter used in this system will be damaged by chlorine. An
activated carbon filter should be provided with this system to protect the reverse osmosis
membrane from chlorine attack. Influent chlorine should not exceed 3 mg/I.
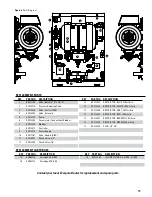
the system consists of 5 major components:
2SR-BW Water Conditioning cartridge
1.
Dual-Head booster pump
2.
MR-600 Reverse Osmosis (RO) membrane cartridge.
3.
6-Gallon RO Water Storage Tank
4.
Control System with Power Supply
5.
The 2SR-BW Water Conditioning cartridge contains media that
reduces the scaling tendency of hard water minerals found in many
water supplies, extending RO membrane life.
The Dual-Head booster pump increases the inlet pressure to
maintain consistent permeate production, plus eliminates back-
pressure on the permeate output. This innovative approach to both
boosting and eliminating back-pressure allows for maximum system
efficiency.
The MR-600 RO membrane cartridge contains a semi-permeable
reverse osmosis membrane. Here, most dissolved impurities are
separated from the water and flushed down the drain. The water
that is able to pass through the membrane, which is very low in
dissolved impurities, is referred to as permeate, RO water, or
product water.
Once the RO water is produced, it is stored in the 6-Gallon RO Water
Storage Tank. This tank serves two key functions; 1) It acts as a
buffer between the system and the connected equipment, providing
ample volumes of water instantaneously, 2) It reduces the on-off
cycling of the RO system, which produces better quality water, and
prolongs the system’s life.
oPeratIng SPecIfIcatIonS
Dynamic Operating Pressure: 25-80 psi (1.7-5.5 bar)
•
Static Operating Pressure: 100 psi (6.9 bar)
•
Operating Temperature 40-100°F (4.4-37.8°C)
•
Connections
•
Inlet/Outlet: 3/8-inch OD tube (John Guest© Push-in)
Concentrate: 3/8-inch OD tube (John Guest© Push-in)
Electrical: 115 volt AC / 60 Hz / 1 Phase
Ampere:
Stand-by: 0.2
Flush:
0.5
Run/Fill:
2.7
Branch Circuit Protection: 15 or 20 AMP Ground Fault Protected
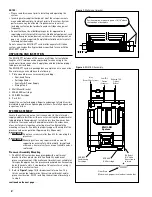
Pre-Installation checklist
Can
1.
the unit be mounted within a reasonable distance of the
water supply and drain facilities?
Is
2.
there an un-switched 115 VAC GFIC (ground fault interrupter
circuit) protected receptacle available for powering the system?
Is
3.
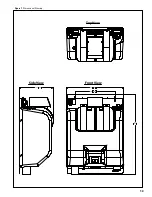
there adequate clearance and support to install the unit
and permit access for maintenance? The total system weight
will vary based on model and storage tank selected. See
specification table for approximate operating weights.
Doe
4.
s the inlet water supply meet the requirements listed below?
A minimum of 25 PSI pressure on a consistent basis
a.
Less than 1,000 ppm of Total Dissolved Solids (TDS)
b.
pH level between 7.0-9.0
c.
Turbidity less than 1 NTU
d.







































































