





























Design and function
MIG/MAG welding
42
099-005507-EW501
13.09.2018
5.4.10 Operating modes (functional sequences)
There are optimum pre-sets for welding parameters such as gas pre-flow and burn back, etc. for
numerous applications (although these can also be changed if required).
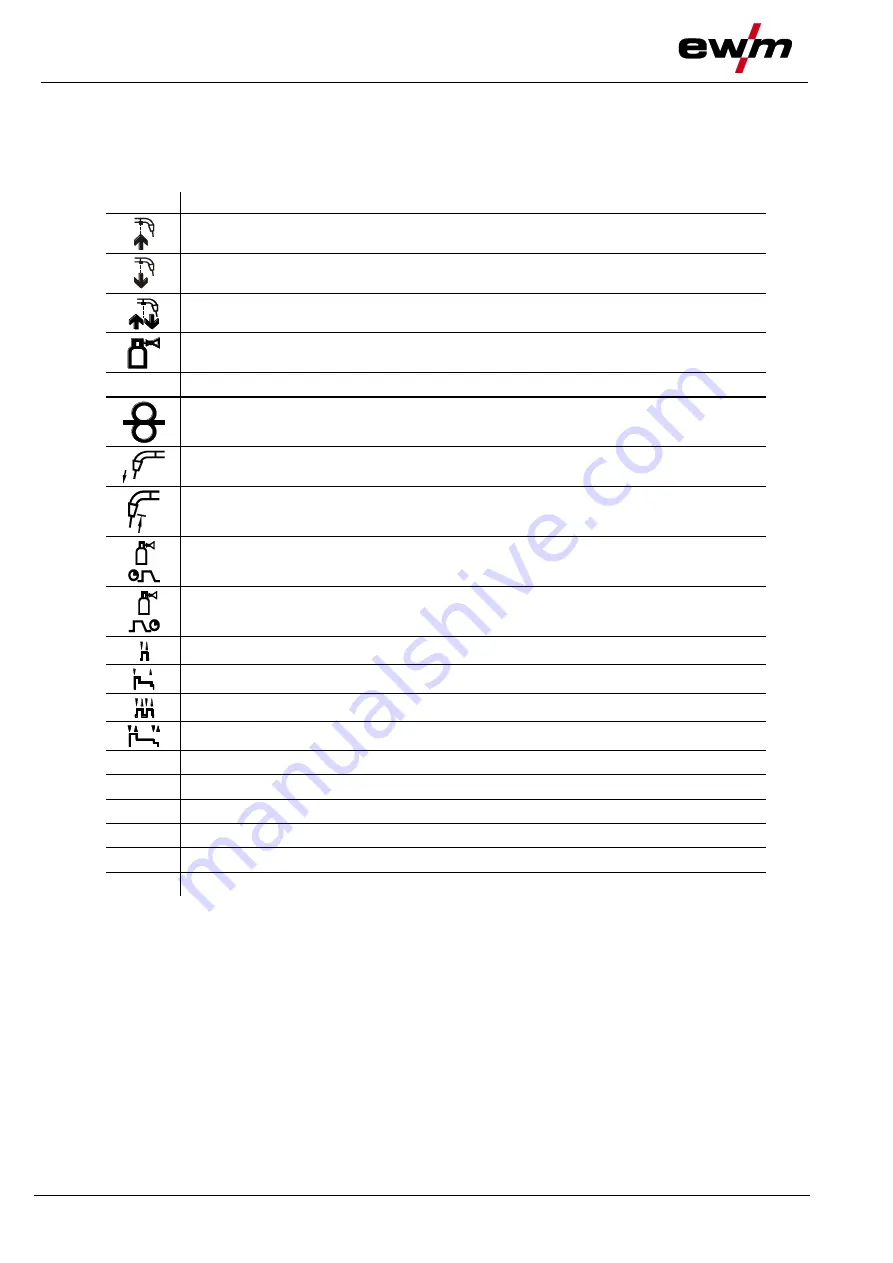
5.4.10.1 Explanation of signs and functions
Symbol
Meaning
Press torch trigger
Release torch trigger
Tap torch trigger (press briefly and release)
Shielding gas flowing
I
Welding output
Wire electrode is being conveyed
Wire creep
Wire burn-back
Gas pre-flows
Gas post-flows
Non-latched
Special, non-latched
Latched
Special, latched
t
Time
P
START
Ignition program
P
A
Main program
P
B
Reduced main program
P
END
End program
t2
Spot time
5.4.10.2 Automatic cut-out
The welding machine ends the ignition process or the welding process with an
• ignition fault (no welding current flows within 5 s after the start signal)
• arc interruption (arc is intrerrupted for longer than 5 s)


























































