


























Quick overview
System (main menu)
099-00L200-EW501
13.05.2022
29
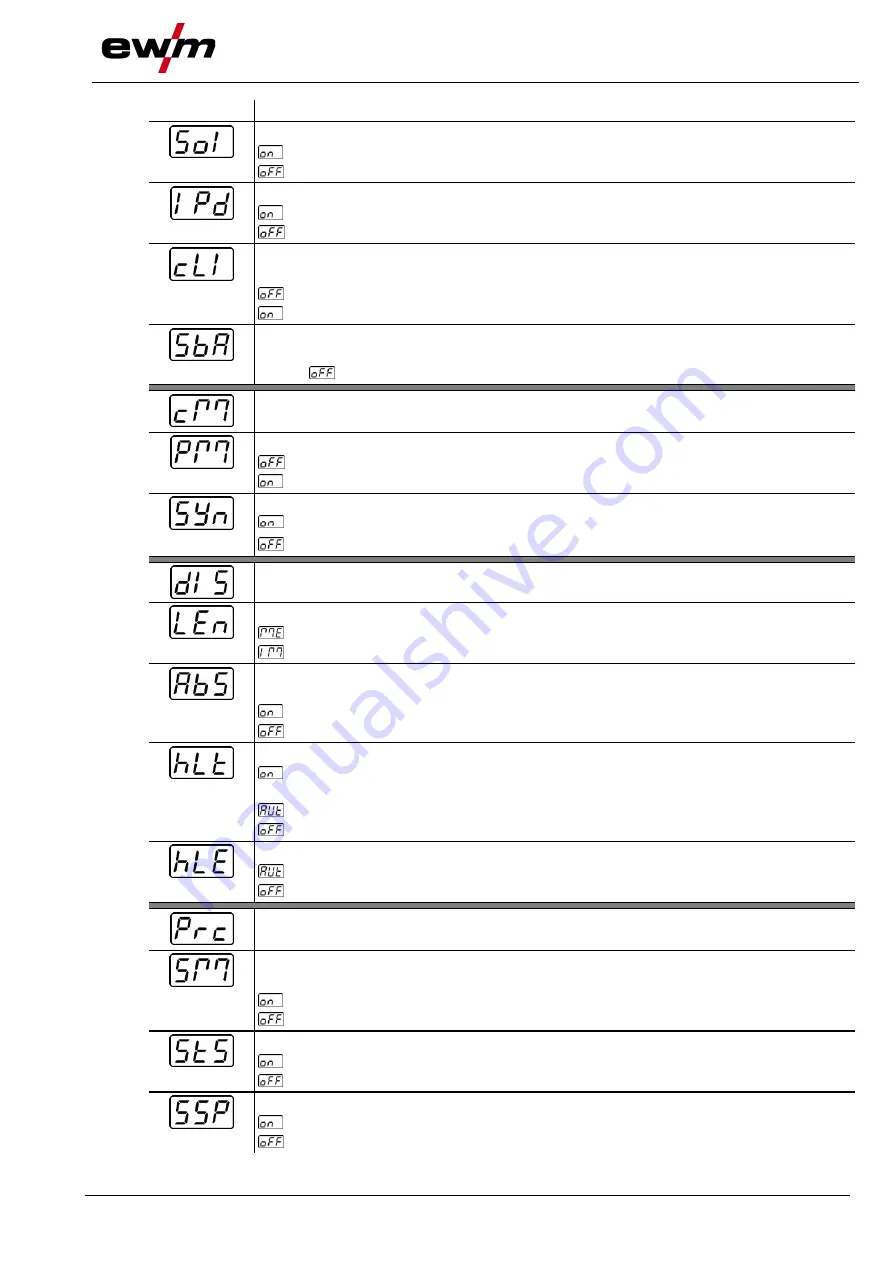
Display
Setting/selection
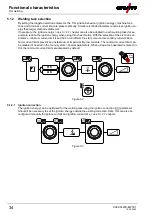
TIG HF start (soft/hard) switching
-------soft ignition (factory setting).
-------hard ignition.
Ignition pulse dynamics
-------Function enabled (factory setting)
-------Function disabled
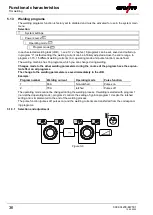
Minimum current limit (TIG)
> see 5.1.2 chapter
Depending on the set tungsten electrode diameter
-------Function disabled
-------Function enabled (ex works)
Time-based power-saving mode
> see 5.6 chapter
Time to activation of the power-saving mode in case of inactivity.
Setting
= disabled or numerical value 5-60 min..
Operating mode menu
Program mode
-------Function disabled (factory setting)
-------Function enabled
Operating principle
------
synergic parameter setting (factory setting)
------
conventional parameter setting
Machine display menu
Setting the system of units
-------Units of length in mm, m/min. (metric system)
-------Unit of length in inches, ipm (imperial system)
Absolute value setting (ignition, secondary, end and hot start cur-
rent)
> see 4.7.8 chapter
-------Welding current setting, absolute
-------Welding current setting, as a percentage of the main current (ex works)
Hold value (TIG)
-------Hold value is displayed until activated by rotary transducer or welding start (fac-
tory setting)
-------Hold value is only displayed for a defined time
-------Function disabled
Hold value (MMA)
-------Hold value is only displayed for a defined time (factory setting)
-------Function disabled
Process menu
spotmatic operating mode
> see 5.1.7.5 chapter
Ignition by contact with the workpiece
-------Function enabled (ex works)
-------Function disabled
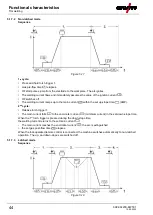
Spot time setting
> see 5.1.7.5 chapter
-------Short spot time, setting range 5 ms to 999 ms, increments of 1 ms (ex works)
-------Long spot time, setting range 0.01 s to 20.0 s, increments of 10 ms (ex works)
Process activation setting
> see 5.1.7.5 chapter
-------Separate process activation (ex works)
-------Permanent process activation







































































