

























Functional characteristics
TIG welding
099-00L200-EW501
13.05.2022
39
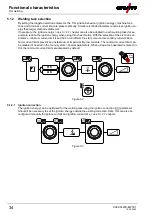
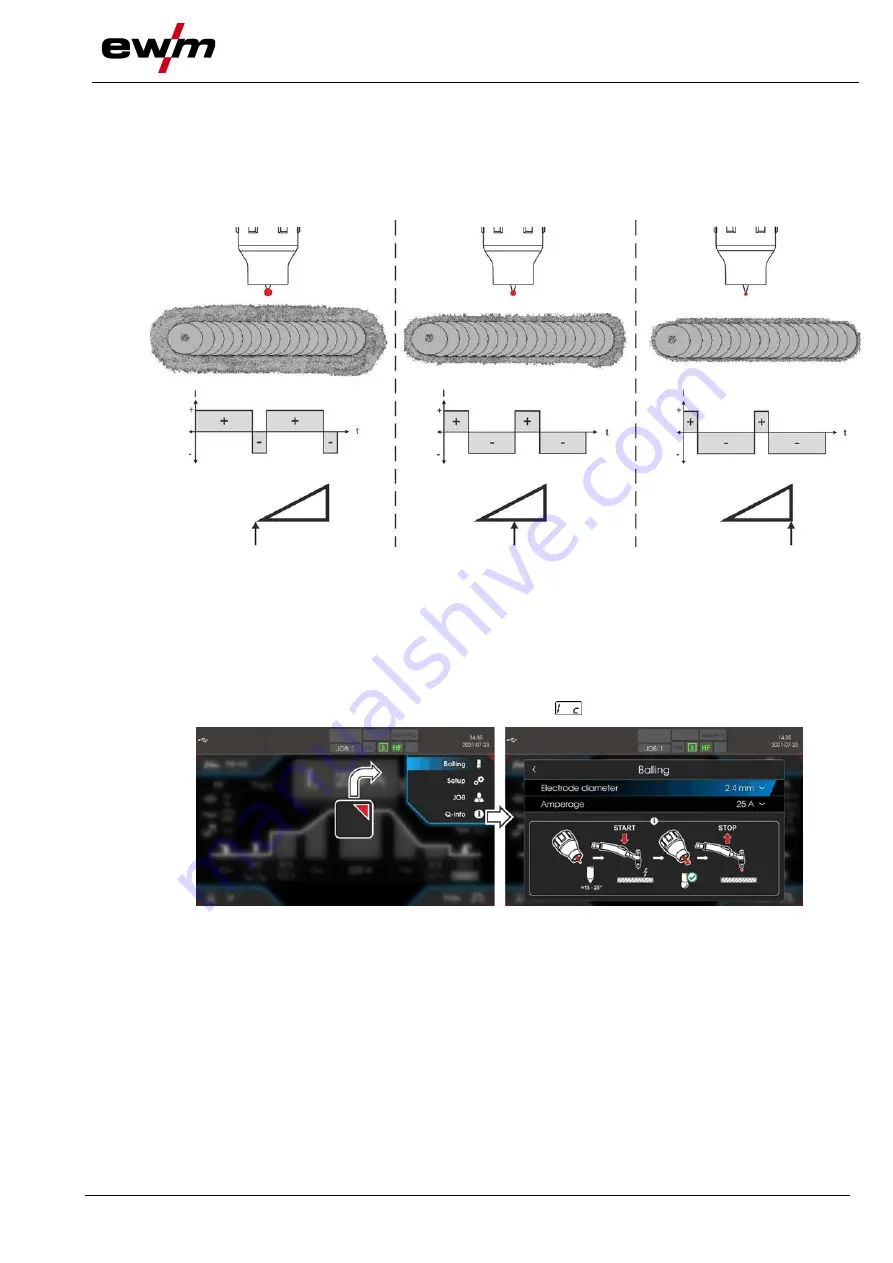
5.1.4.3 AC balance (optimise cleaning effect and penetration characteristics)
It is important to choose the right time relationship (balance) between the positive phase (cleaning effect,
balled end size) and the negative phase (penetration depth). This may differ from the factory setting de-
pending on the material and task. This requires the AC balance setting. The default setting (factory set-
ting, zero setting) of the balance is 65 % and always refers to the negative half-wave. The positive half-
wave is adjusted accordingly (negative half-wave = 65 %, positive half-wave = 35 %).
Figure 5-10
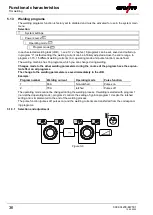
5.1.4.4 Tungsten balling function
The tungsten balling function achieves an optimal balled end enabling the best ignition and welding re-
sults for AC welding.
Optimal tungsten balling requires a sharpened electrode (about 15–25 °) and the set electrode diameter
on the machine control. The set electrode diameter affects the current used for tungsten balling and thus
the balled end size.
If required, this current can be adjusted individually using the
parameter (+/- 30 A).
Figure 5-11
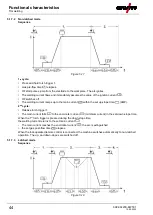
The user presses the torch trigger and the function is started by non-contact ignition (HF start) (the navi-
gation bar changes colour from blue to flashing green). The balled end is formed and the function auto-
matically terminated after the gas post-flow time has elapsed.
The tungsten balling should be carried out on a test component as any excess tungsten is melted off pos-
sibly leading to impurities on the weld seam.







































































