

























Functional characteristics
TIG welding
40
099-00L200-EW501
13.05.2022
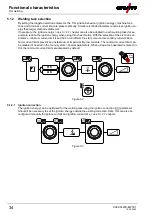
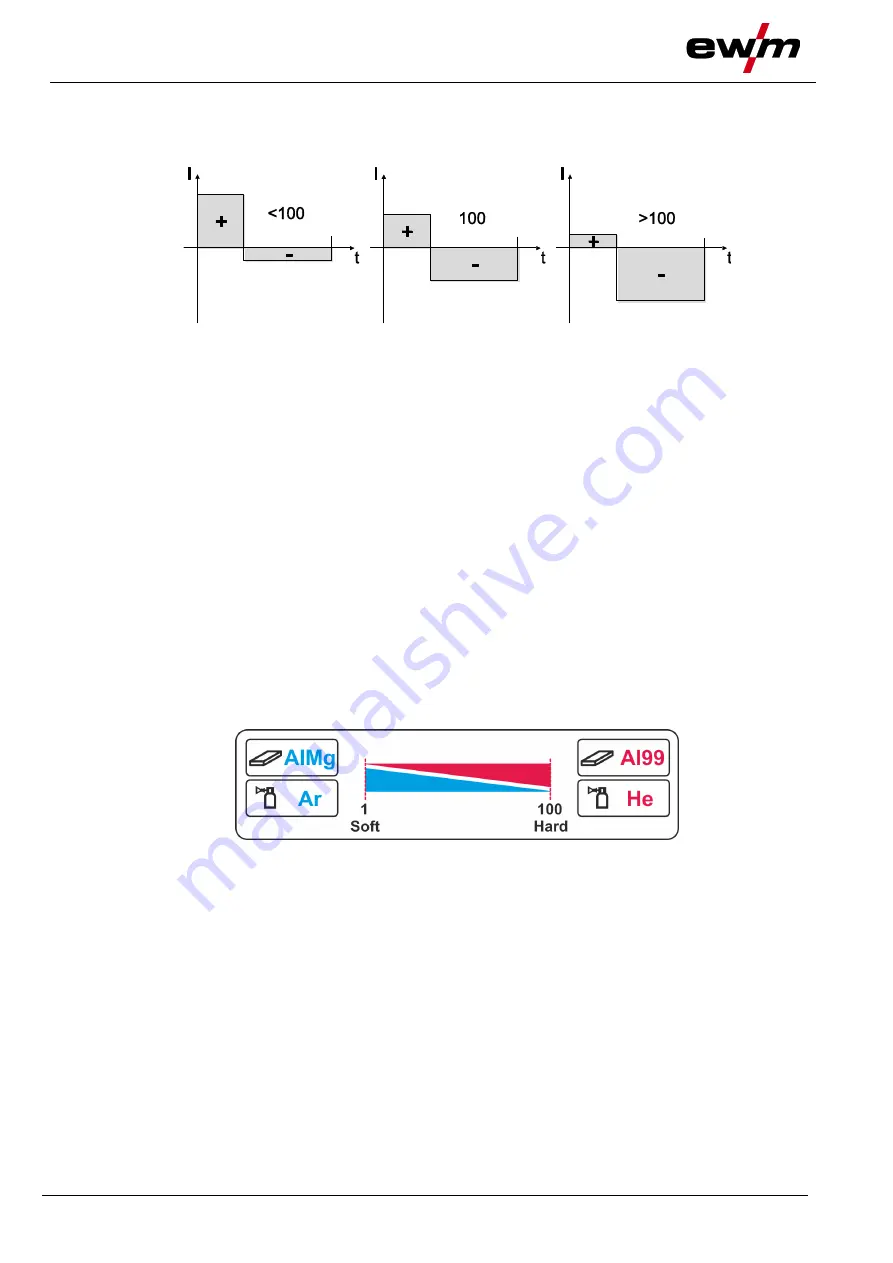
5.1.4.5 AC amplitude balance
As with AC balance, durations (balance) for positive phase and negative phase are set for AC amplitude
balance. The balance changes in terms of the current amplitude.
Figure 5-12
Increasing the current amplitude in the positive half-wave facilitates the cleaning effect and the
cracking of the oxide layer.
Raising the negative current amplitude increases the penetration.
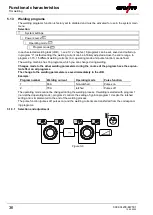
5.1.4.6 AC commutation optimisation
With AC welding, a periodic change between positive and negative half-wave takes place. This pole
change is called commutation. External influences such as low-alloy aluminium materials (such as Al
99.5) or gases that are difficult to ionize (Ar/He mixtures) may compromise the commutation and lead to
lower arc stability and higher noise levels.
The power source has intelligent commutation optimization that is divided into automatic operation (left
stop) and manual operation (1
‑
100):
• Automatic mode (factory setting)
The commutation optimisation is set to “Auto” as standard. The power source can therefore evaluate
the commutation and automatically ensures the highest possible arc stability, safe penetration and ox-
ide-free seams for every welding task. Automatic mode is the preferred choice for almost every appli-
cation.
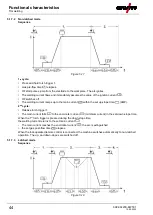
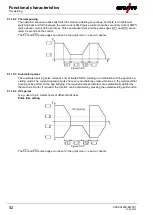
• Manual mode (1-100):
If the result in automatic mode is not satisfactory in rare cases, the commutation optimisation can be
adjusted in manual mode. In this case, the following schematic representation can be used as a set-
ting aid.
Figure 5-13







































































