

























Functional characteristics
TIG welding
099-00L200-EW501
13.05.2022
43
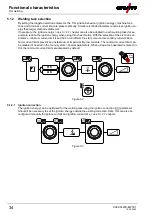
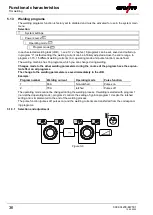
5.1.7 Operating modes (functional sequences)
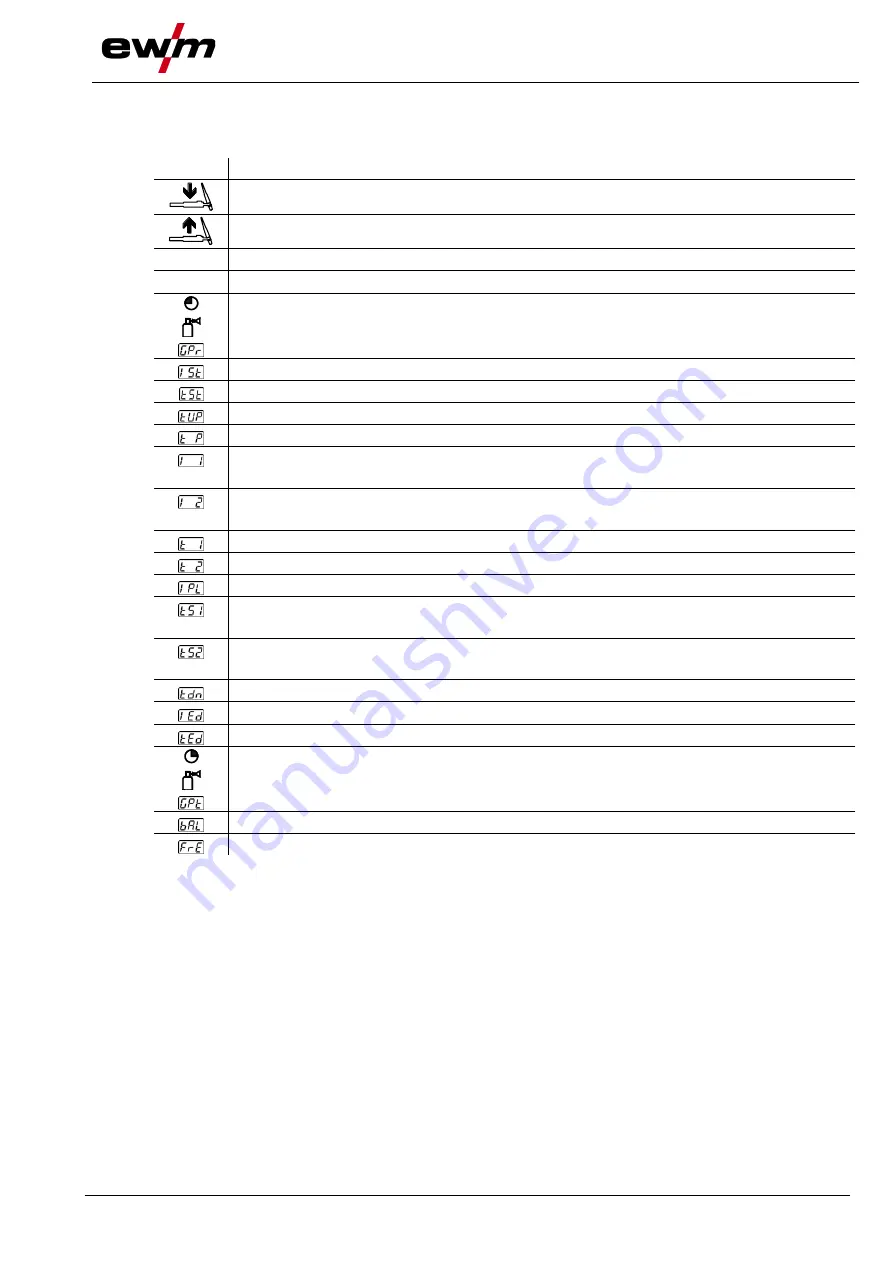
5.1.7.1 Explanation of symbols
Symbol Meaning
Press torch trigger 1
Release torch trigger 1
I
Current
t
Time
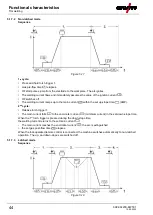
Gas pre-flow
Start current
Start time
Up-slope time
Spot time
AMP
Main current (minimum to maximum current)
AMP%
Secondary current
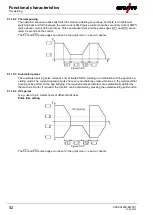
Pulse time
Pulse pause time
Pulse current
Latched operating mode: Slope time from main current (AMP) to secondary current (AMP%)
TIG - thermal pulsing: Slope time from pulse current to pulse pause current
Latched operating mode: Slope time from secondary current (AMP%) to main current (AMP)
TIG - thermal pulsing: Slope time from pulse pause current to pulse current
Down-slope time
End-crater current
End-crater time
Gas post-flow
Balance
Frequency







































































