

























Functional characteristics
TIG welding
44
099-00L200-EW501
13.05.2022
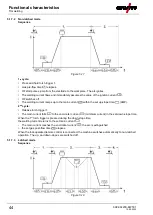
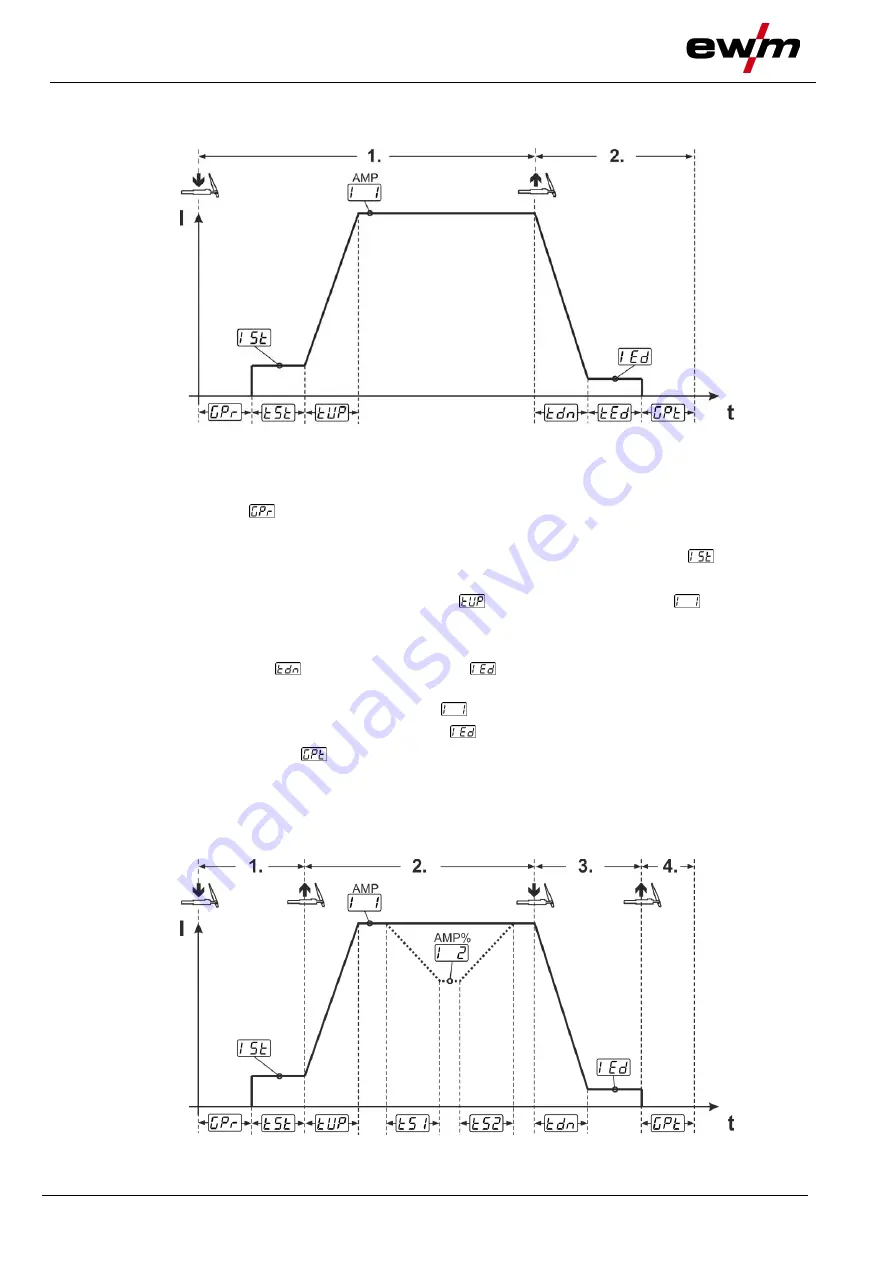
5.1.7.2 Non-latched mode
Sequence
Figure 5-17
1
st
cycle:
• Press and hold torch trigger 1.
• Gas pre-flow time
elapses.
• HF start pulses jump from the electrode to the workpiece. The arc ignites.
• The welding current flows and immediately assumes the value of the ignition current
.
• HF switches off.
• The welding current ramps up to the main current
within the set up-slope time
(AMP).
2
nd
cycle:
• Release torch trigger 1.
• The main current falls
to the end-crater current
(minimum current) in the set down-slope time.
When the 1
st
torch trigger is pressed during the down-slope time,
the welding current returns to the set main current
.
• The main current reaches the end-crater current
; the arc is extinguished.
• the set gas post-flow time
elapses.
When the foot-operated remote control is connected, the machine switches automatically to non-latched
operation. The up- and down-slopes are switched off.
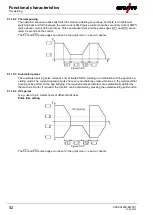
5.1.7.3 Latched mode
Sequence
Figure 5-18







































































