
























Functional characteristics
TIG welding
50
099-00L200-EW501
13.05.2022
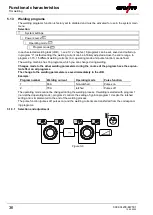
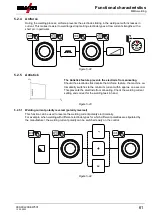
5.1.8 TIG activArc welding
The EWM activArc process, thanks to the highly dynamic controller system, ensures that the power sup-
plied is kept virtually constant in the event of changes in the distance between the welding torch and the
weld pool, e.g. during manual welding. Voltage losses as a result of a shortening of the distance between
the torch and molten pool are compensated by a current rise (ampere per volt - A/V), and vice versa. This
helps prevents the tungsten electrode sticking in the molten pool and the tungsten inclusions are reduced.
Selection
Figure 5-23
Setting
The activArc intensity can be adjusted individually to the welding task (material thickness).
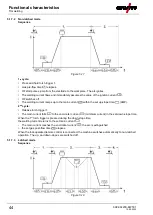
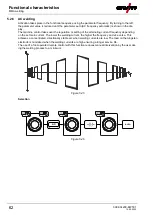
5.1.9 TIG antistick
The function prevents uncontrolled re-ignition following the sticking of the tungsten electrode in the weld
pool by switching off the welding current. In addition, wear at the tungsten electrode is reduced.
After triggering the function the machine immediately switches to the gas post-flow process phase. The
welder starts the new process again at the first cycle.
Selection
System settings
Special parameters
Antistick (TIG)







































































