
























Functional characteristics
TIG welding
099-00L200-EW501
13.05.2022
51
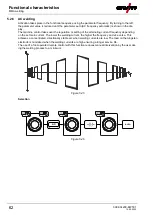
5.1.10 Pulse welding
The following pulse types can be selected:
•
Average value pulsing (TIG AC up to 5 Hz and WIG DC up to 20 kHz)
•
Thermal pulsing (TIG AC or TIG DC)
•
Automated pulsing (TIG DC)
•
AC special (TIG AC)
Figure 5-24
Selection
Pulse settings
Pulse variant
Mean current
Pulse current
Frequency
Balance
Lock the window in place
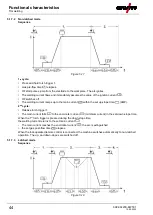
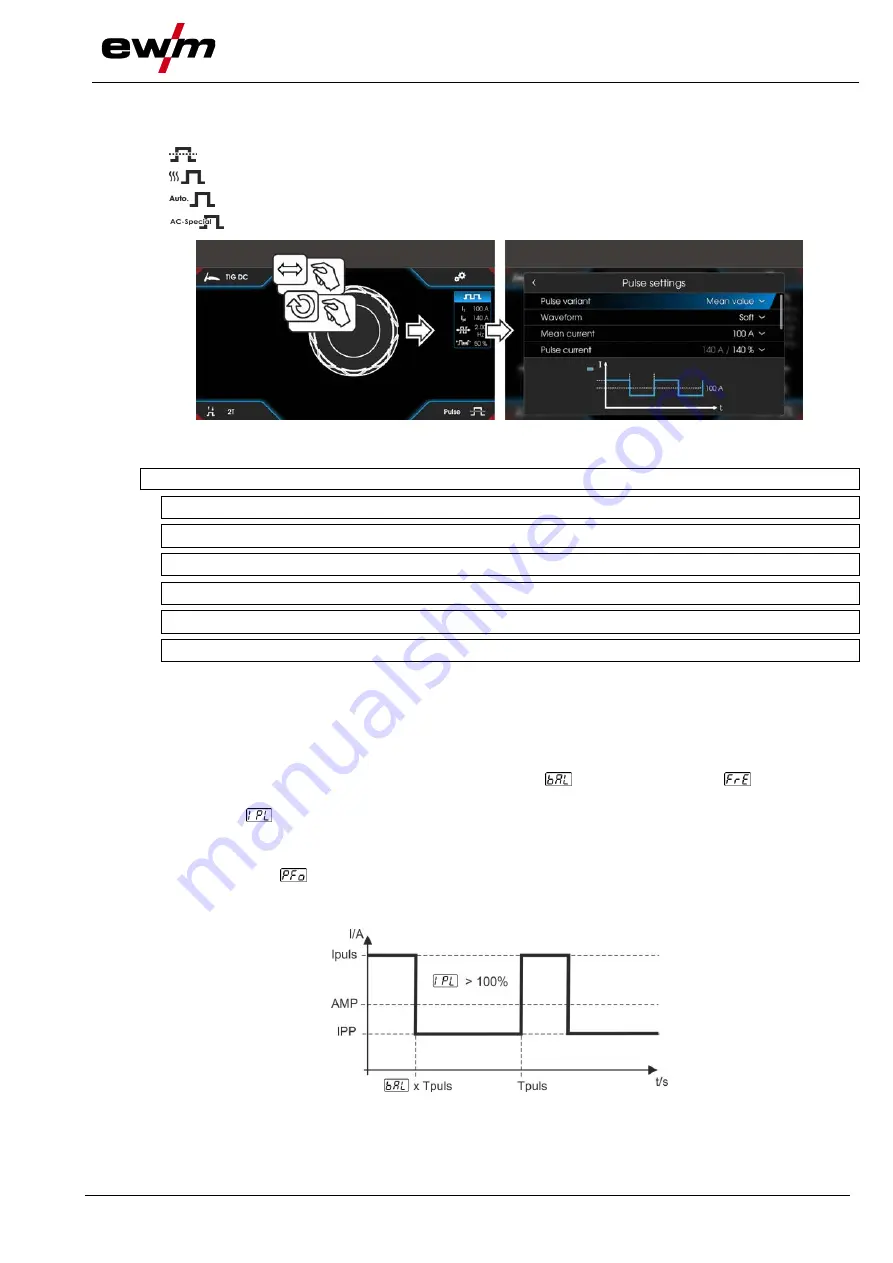
5.1.10.1 Average value pulse welding
A special feature with average value pulses is that the power source will always maintain the preset aver-
age value. This makes this method especially suitable for welding according to welding procedure specifi-
cations.
For average value pulsing, switching takes place periodically between two currents whereby an average
current value (AMP), a pulse current (Ipuls), pulse balance (
) and pulse frequency (
) must be
specified. The set average current value in ampere is decisive; the pulse current (Ipuls) is specified with
the parameter
as a percentage of the average current (AMP).
The pulse pause current (IPP) is not set. This value is calculated by the machine control to ensure that
the average value of the welding current (AMP) is maintained.
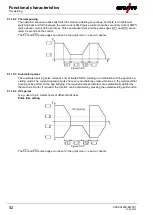
With the parameter
, the waveform of the pulse can be adapted in the Expert menu to the existing
welding task. Especially in the lower frequency range, the adjustable pulse shapes show their effect on
the arc characteristics (only TIG DC).
Figure 5-25







































































