
























Functional characteristics
TIG welding
52
099-00L200-EW501
13.05.2022
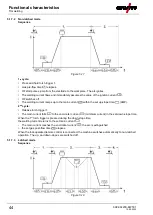
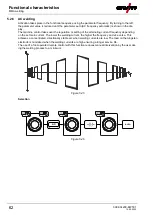
5.1.10.2 Thermal pulsing
The operation sequences basically match the standard welding sequences, but there is an additional
switching back and forth between the main current AMP (pulse current) and the secondary current AMP%
(pulse pause current) at the set times. Pulse and pause times and the pulse edges (
and
) are en-
tered in seconds on the control.
The
and
pulse edges can be set in the quick menu
> see 4.4 chapter
.
Figure 5-26
5.1.10.3 Automated pulses
The automated pulsing pulse variant is only activated for DC welding in combination with the spotArc op-
erating mode. The current-dependent pulse frequency and balance create vibrations in the weld pool that
have a positive effect on the gap bridging. The required pulse parameters are automatically defined by
the machine control. If required, the function can be disabled by pressing the pulsed welding push-button.
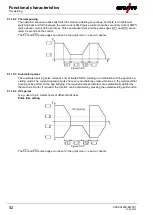
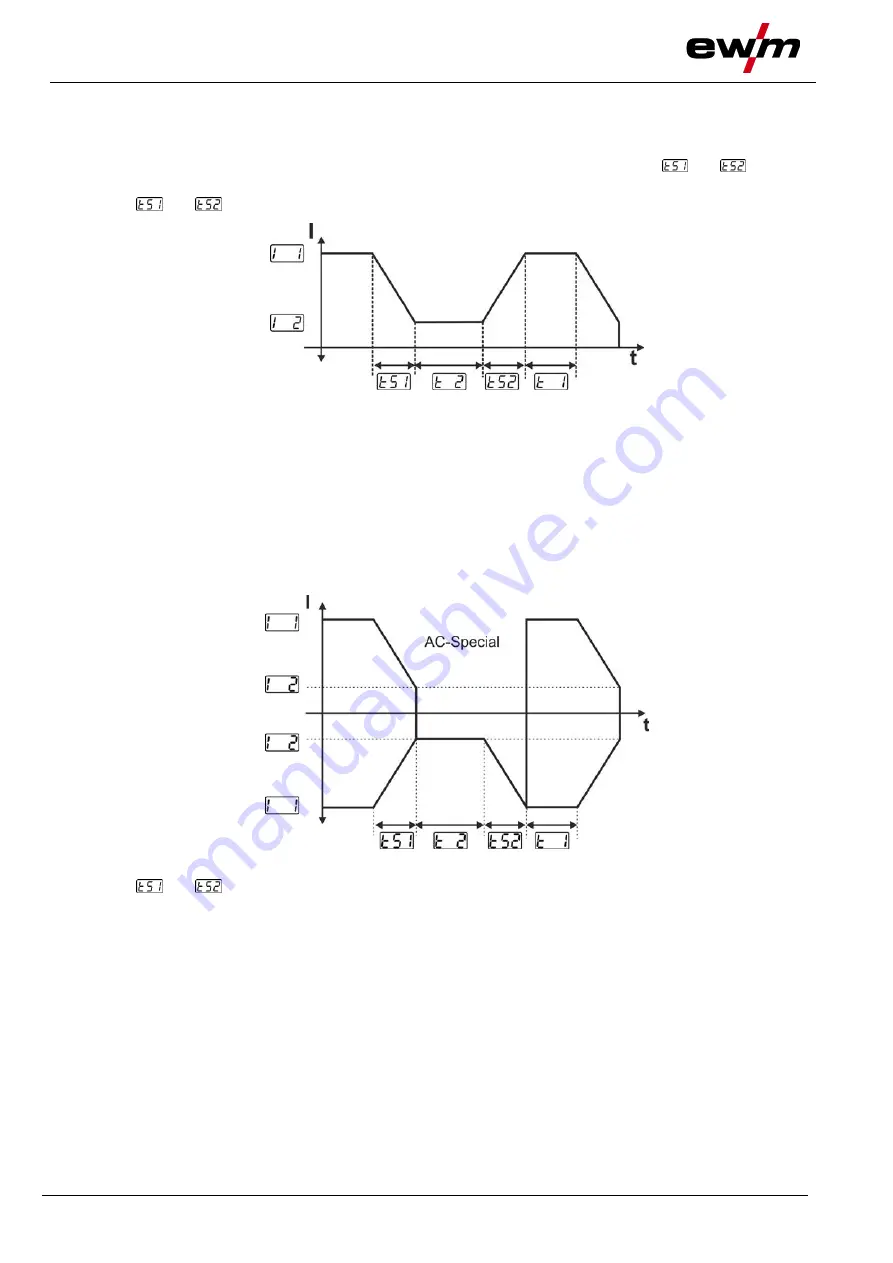
5.1.10.4 AC special
Is e.g. used to join metal sheets of different thickness.
Pulse time setting
Figure 5-27
The
and
pulse edges can be set in the quick menu
> see 4.4 chapter
.







































































