

























Functional characteristics
Arc length restriction (USP)
099-00L200-EW501
13.05.2022
63
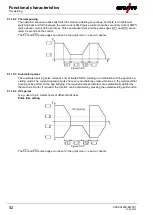
5.2.7 Pulse welding
5.2.7.1 Average value pulse welding
Average value pulse welding means that two currents are switched periodically, a current average value
(AMP), a pulse current (Ipuls), a balance (
) and a frequency (
) having been defined first. The pre-
defined ampere current average value is decisive, the pulse current (Ipuls) is defined by the
parame-
ter as a percentage of the current average value (AMP). The pulse pause current (IPP) requires no set-
ting. This value is calculated by the machine control, so that the welding current average value (AMP) is
maintained at all times.
Figure 5-47
AMP = Main current; e.g. 100 A
Ipuls = Pulse current =
x AMP; e.g. 140% x 100 A = 140 A
IPP = Pulse pause current
Tpuls = Duration of one pulse cycle = 1/
; e.g. 1/1 Hz = 1 s
= Balance
5.3 Arc length restriction (USP)
• The welding process is stopped when the arc voltage detected is excessive (an unusually high gap
between electrode and workpiece).
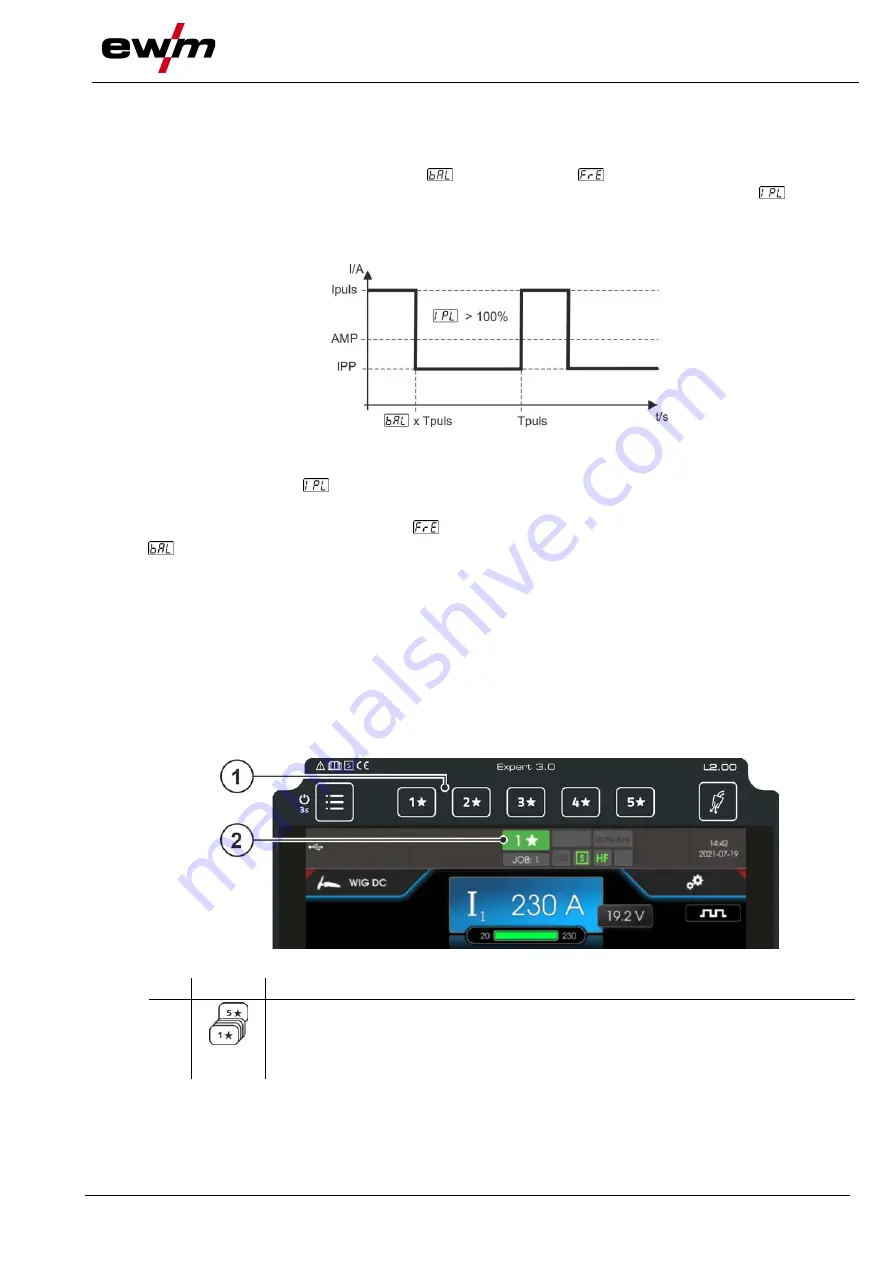
5.4 JOB favourites
Favourites are additional locations for storing and loading frequently used welding tasks, programs and
their settings. The status of the Favourites (loaded, changed, not loaded) is indicated by signal lights.
• Five Favourites are available to save any settings.
• As required, the access control can be adjusted with the key switch or Xbutton function.
Figure 5-48
Item Symbol Description
0
1
push-button - JOB Favourites
•-----------Pressing the push-button briefly: Loading Favourites
•-----------Press and hold the push-button (>2 s): Saving as a Favourite
•-----------Press and hold the push-button (>12 s): Deleting a Favourite







































































