





























Chapter 4 – Display Screens
User Manual
28
Vortex
®
Precedence
Rev 3.6
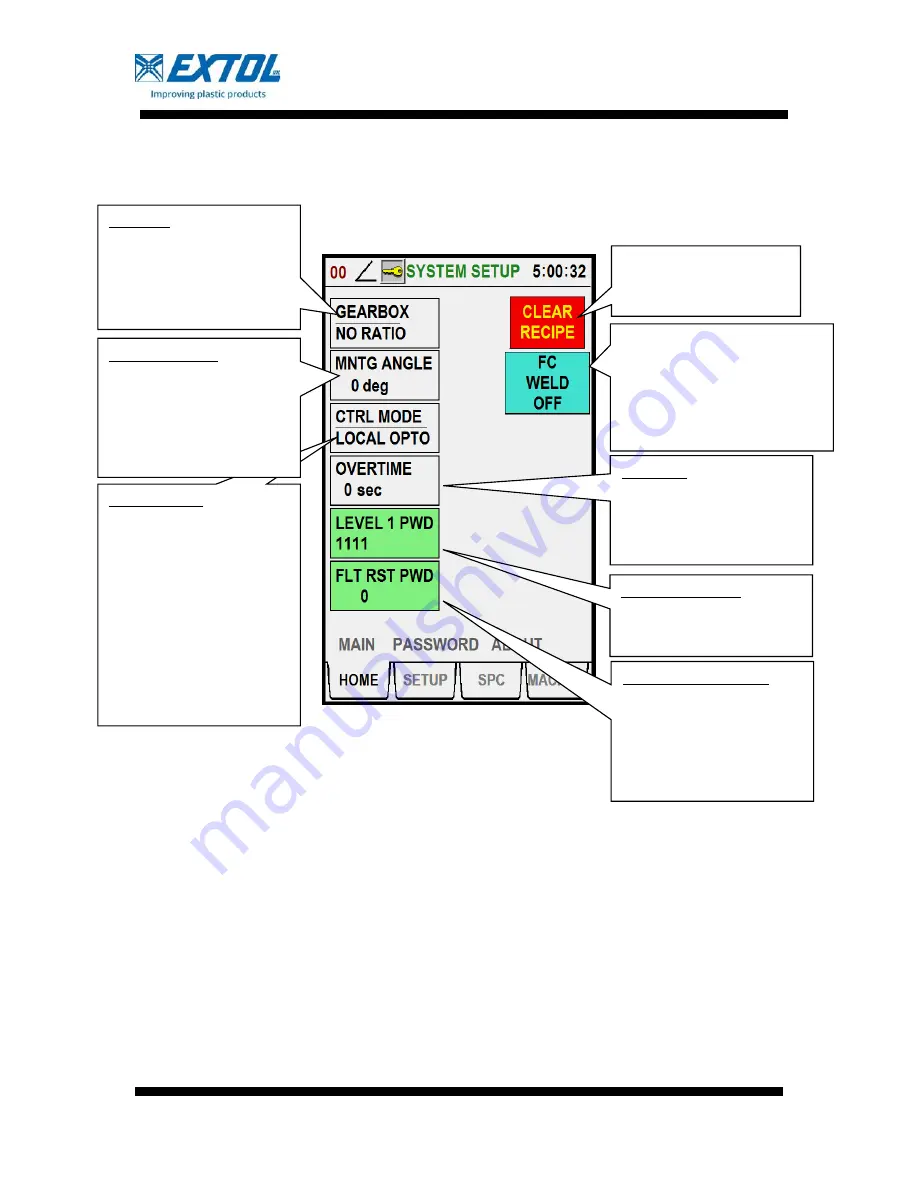
System Setup Screen
The System Setup Screen contains machine setup parameters.
Gearbox:
Select which gearbox is in
the machine.
1:1 – No gearbox
3:1
5:1
Control Mode:
Local Opto (standard):
Dual opto-touch start
buttons and DB-9
connector for tool IO.
Local LC (Light Curtain):
Light curtain, single opto-
touch start button and DB-
9 connector for tool IO.
Remote: Remote operation
for cell integration. No DB-
9 connector.
Clears the current recipe
and sets all parameters
to default values.
Level 1 Password:
Password that allows
editing of setup
parameters.
Fault Reset Password:
If the Alarm Mode is set to
“Latching” on the Pass/Fail
screen this password must
be entered to continue
machine operation after a
part fault.
Overtime:
Enter the maximum cycle
time allowed before a
cycle overtime fault is
generated.
Flow Control (FC) setting
during the weld. OFF allows
the machine to get to the
achieved force very quickly.
ON would slowly increase the
force to the desired.
Mounting Angle:
Select the machine
mounting angle so the
cylinder compensates
appropriately for spindle
weight. 90 deg is normal.
-90 deg is upside down.
Summary of Contents for VORTEX PRECEDENCE G1
Page 66: ...Chapter 6 Operation User Manual 60 Vortex Precedence Rev 3 6 Sequence of Operations Flowchart ...
Page 69: ...Chapter 6 Operation User Manual 63 Vortex Precedence Rev 3 6 ...
Page 88: ...Chapter 8 Troubleshooting User Manual 82 Vortex Precedence Rev 3 6 Servo Drive Alarms ...
Page 89: ...Chapter 8 Troubleshooting User Manual 83 Vortex Precedence Rev 3 6 ...
Page 90: ...Chapter 8 Troubleshooting User Manual 84 Vortex Precedence Rev 3 6 ...
Page 91: ...Chapter 8 Troubleshooting User Manual 85 Vortex Precedence Rev 3 6 Servo Drive Warnings ...
Page 104: ...651 Case Karsten Drive Zeeland MI 49464 1 800 324 6205 www extolinc com ...







































































