






















20
E
XAMPLE
MANUAL
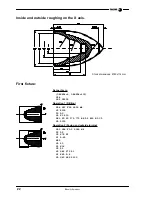
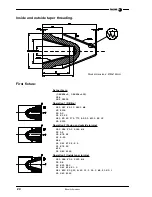
Inside straight turning and outside roughing on the Z axis.
First fixture:
Set part zero
(ORGX54=0, ORGZ54=119)
G54
G92 S2200
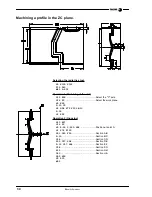
Operation 1 (Facing and outside turning)
G95 G96 F0.2 S180 M4
G0 Z150
T2 D2
G0 X90 Z20
G1 X85 Z0
G1 X-0.4
Z5
G0 X78 Z2
G1 Z-60
X85
G0 G41 X80 Z-4
G1 X70 Z1
G0 Z150
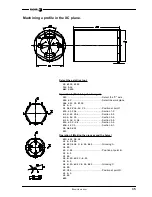
Operation 2 (Drilling)
G94 G97 F90 S600 M4
T9 D9
G0 X0 Z5
G83 X0 Z0 I70.773 B8 D4 K1 H0 C1
G0 Z150
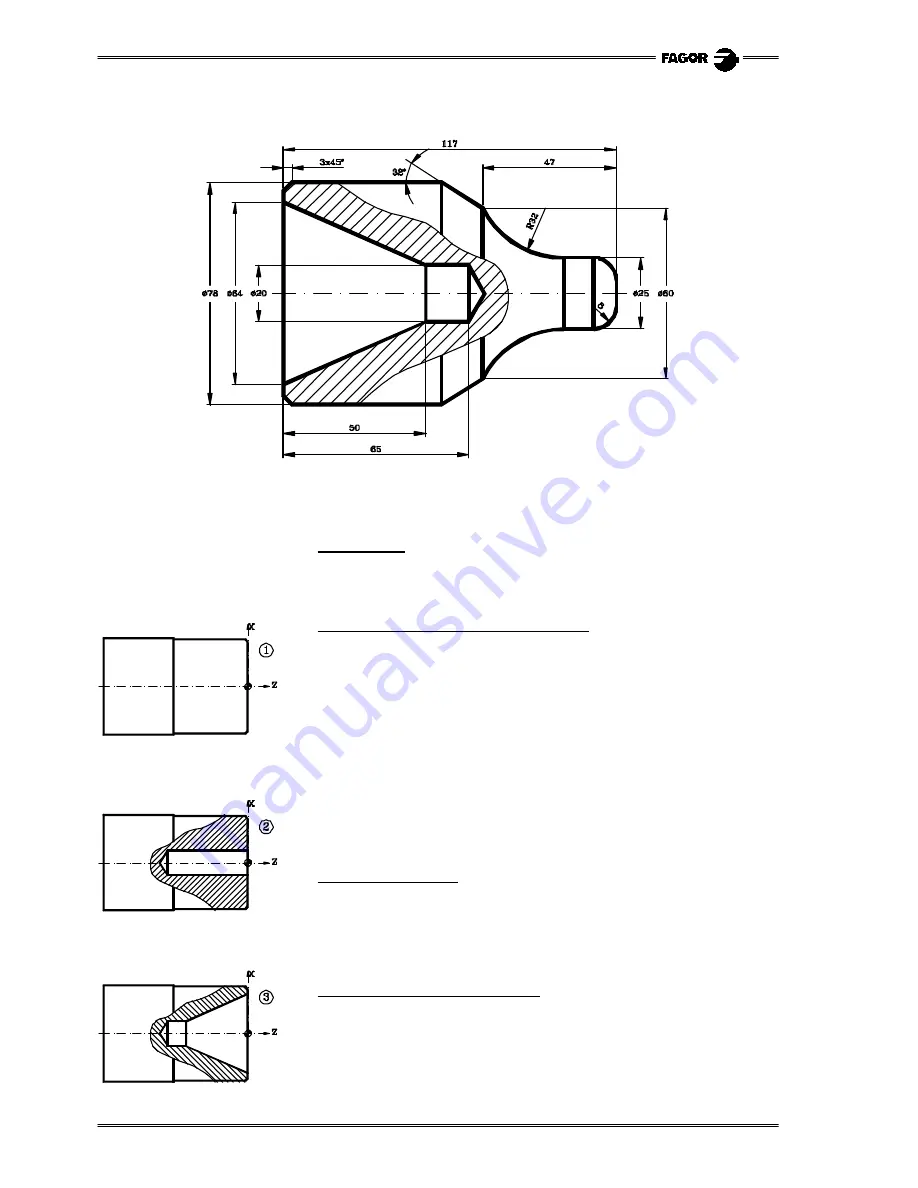
Operation 3 (Inside taper turning)
G95 G96 F0.2 S120 M4
T8 D8
G0 G41 X18 Z5
G81 X64 Z0 Q20 R-50 C1.5 L0.3 M0.25 H0.1
G0 Z150
Stock dimensions: Ø80x121mm







































































