




















46
E
XAMPLE
MANUAL
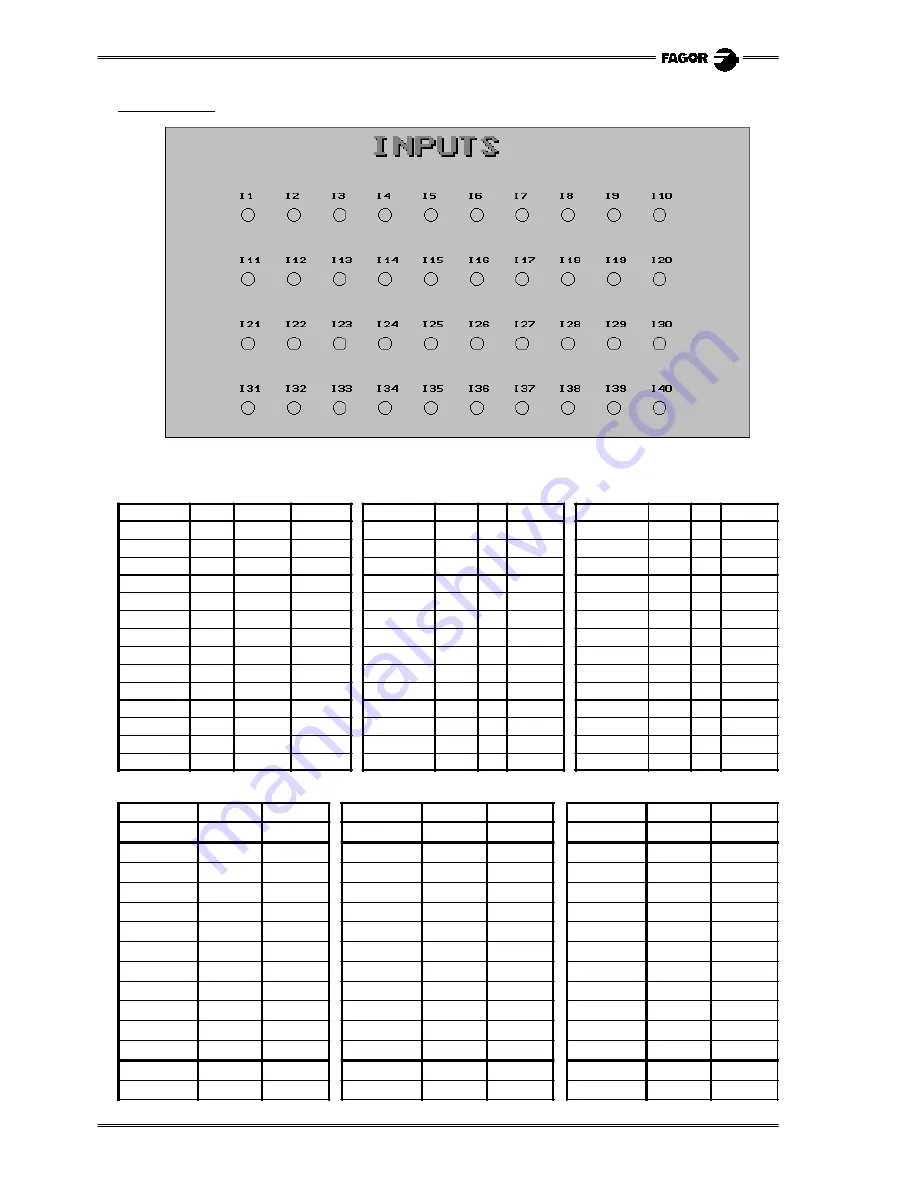
Editing page 2
Access the screen customizing mode and select: [Utilities] [Edit] [Page] 2 [Enter]
Select background color:
Navy blue
Edit the following texts:
Edit the following circles (unfilled) with white main color and line type: Fine solid.
Main color
Size
Text
Position
Main color
Size
Text
Position
Main color
Size
Text
Position
White
Large
INPUTS
X226
Y10
White
Small
I13
X180 Y140
White
Small
I27
X380 Y210
Red
Large
INPUTS
X224
Y8
White
Small
I14
X230 Y140
White
Small
I28
X430 Y210
White
Small
I1
X80
Y70
White
Small
I15
X280 Y140
White
Small
I29
X480 Y210
White
Small
I2
X130
Y70
White
Small
I16
X330 Y140
White
Small
I30
X530 Y210
White
Small
I3
X180
Y70
White
Small
I17
X380 Y140
White
Small
I31
X80
Y280
White
Small
I4
X230
Y70
White
Small
I18
X430 Y140
White
Small
I32
X130 Y280
White
Small
I5
X280
Y70
White
Small
I19
X480 Y140
White
Small
I33
X180 Y280
White
Small
I6
X330
Y70
White
Small
I20
X530 Y140
White
Small
I34
X230 Y280
White
Small
I7
X380
Y70
White
Small
I21
X80
Y210
White
Small
I35
X280 Y280
White
Small
I8
X430
Y70
White
Small
I22
X130 Y210
White
Small
I36
X330 Y280
White
Small
I9
X480
Y70
White
Small
I23
X180 Y210
White
Small
I37
X380 Y280
White
Small
I10
X530
Y70
White
Small
I24
X230 Y210
White
Small
I38
X430 Y280
White
Small
I11
X80
Y140
White
Small
I25
X280 Y210
White
Small
I39
X480 Y280
White
Small
I12
X130 Y140
White
Small
I26
X330 Y210
White
Small
I40
X530 Y280
Main color
Center
Move to...
Main color
Center
Move to...
Main color
Center
Move to...
White
X90
Y95
X90
Y102
White
X290 Y165 X290 Y172
White
X490 Y235 X490
Y242
White
X140
Y95
X140
Y102
White
X340 Y165 X340
Y172
White
X540 Y235 X540
Y242
White
X190
Y95
X190
Y102
White
X390 Y165 X390 Y172
White
X90
Y305
X90
Y312
White
X240
Y95
X240
Y102
White
X440 Y165 X440
Y172
White
X140 Y305 X140
Y312
White
X290 Y95
X290 Y102
White
X490 Y165 X490
Y172
White
X190 Y305 X190
Y312
White
X340
Y95
X340
Y102
White
X540 Y165 X540
Y172
White
X240 Y305 X240
Y312
White
X390 Y95
X390 Y102
White
X90
Y235
X90
Y242
White
X290 Y305 X290 Y312
White
X440
Y95
X440
Y102
White
X140 Y235 X140
Y242
White
X340 Y305 X340
Y312
White
X490
Y95
X490
Y102
White
X190 Y235 X190
Y242
White
X390 Y305 X390 Y312
White
X540
Y95
X540
Y102
White
X240 Y235 X240
Y242
White
X440 Y305 X440
Y312
White
X90
Y165
X90
Y172
White
X290 Y235 X290 Y242
White
X490 Y305 X490
Y312
White
X140 Y165 X140
Y172
White
X340 Y235 X340
Y242
White
X540 Y305 X540
Y312
White
X190 Y165 X190
Y172
White
X390 Y235 X390 Y242
White
X240 Y165 X240
Y172
White
X440 Y235 X440
Y242







































































