














E
XAMPLE
MANUAL
55
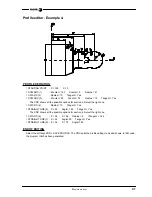
Editing page 50.
Access the screen customizing mode and select: [Utilities] [Editor] [Page] 50 [Enter]
Select background color:
Navy blue.
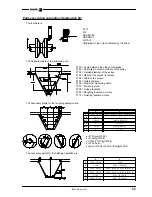
Edit the following graphic elements:
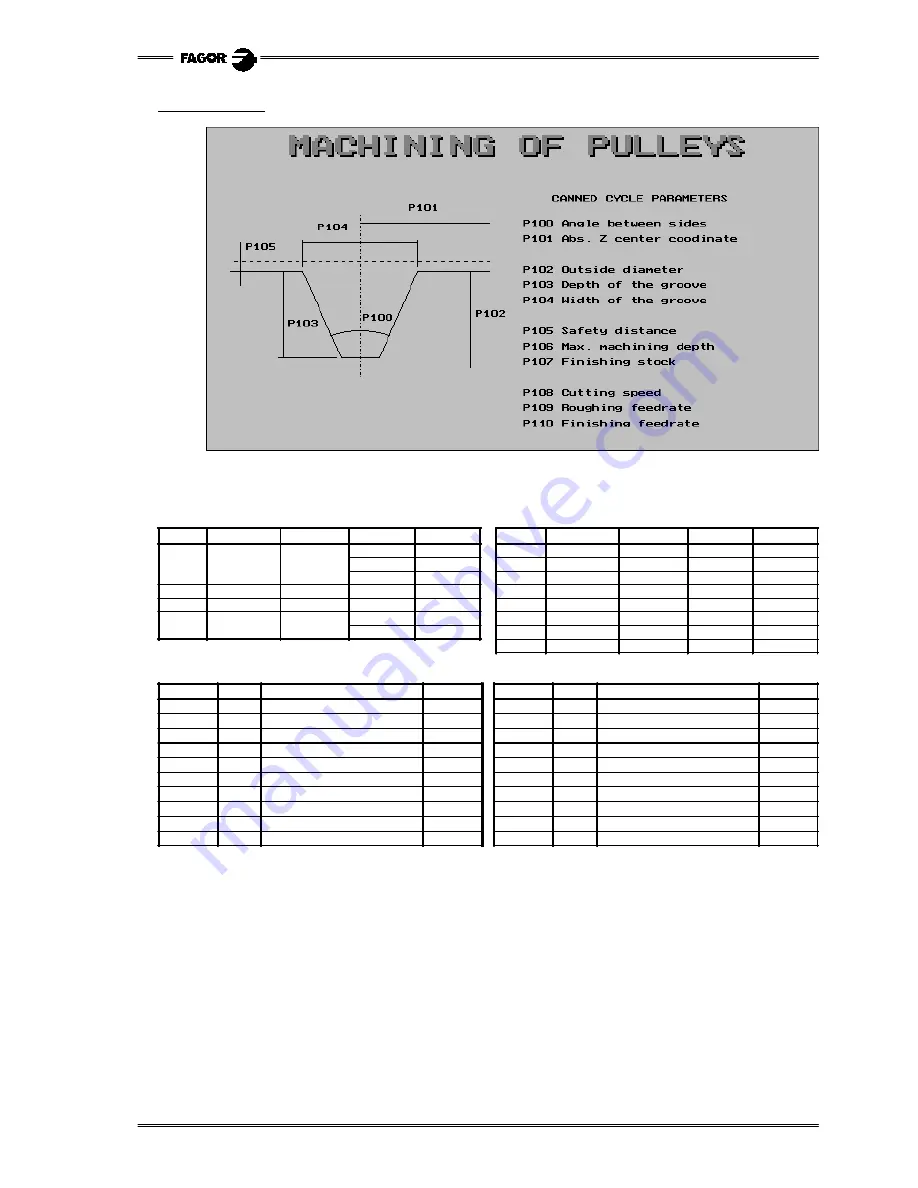
Edit the following texts:
Element
Main color
Line type
1st corner
2nd corner
Element
Main color
Line type
1st corner
2nd corner
Polyline
Light green
Thick solid
X25
Y150
X100
Y150
Line
White
Solid
X160
Y100
X295
Y100
X140
Y240
X180
Y240
Line
White
Solid
X275
Y150
X275
Y250
X220
Y150
X295
Y150
Line
White
Solid
X75
Y240
X135
Y240
Line
White
Dashed
X25
Y140
X295
Y140
Line
White
Solid
X80
Y150
X80
Y240
Line
White
Dot-dashed
X160
Y90
X160
Y260
Line
White
Solid
X100
Y145
X100
Y115
Arc
White
Solid
X130
Y217.5 X190
Y217.5
Line
White
Solid
X220
Y145
X220
Y115
Move to...
X160
Y210
Line
White
Solid
X100
Y120
X220
Y120
Line
White
Solid
X35
Y165
X35
Y120
Main color
Size
Text
Position
Main color
Size
Text
Position
White
Large
MACHINING OF PULLEYS
X87
Y10
Light blue
Small
P101 Abs. Z center coordinate
X330 Y112
Red
Large
MACHINING OF PULLEYS
X85
Y8
Light blue
Small
P102 Outside diameter
X330 Y144
White
Small
P100
X162 Y194
Light blue
Small
P103 Depth of the groove
X330 Y160
White
Small
P101
X210
Y80
Light blue
Small
P104 Width of the groove
X330 Y176
White
Small
P102
X280 Y190
Light blue
Small
P105 Safety distance
X330 Y208
White
Small
P103
X84
Y200
Light blue
Small
P106 Max. machining deep
X330 Y224
White
Small
P104
X115 Y100
Light blue
Small
P107 Finishing stock
X330 Y240
White
Small
P105
X40
Y120
Light blue
Small
P108 Cutting speed
X330 Y272
White
Small
CANNED CYCLE PARAMETERS
X360
Y96
Light blue
Small
P109 Roughing feedrate
X330 Y288
Light blue
Small
P100 Angle between sides
X330
Y96
Light blue
Small
P110 Finishing feedrate
X330 Y304







































































