





























Work modes
30
Execute blocks separately.
Press the [EXBLK] softkey of the horizontal menu. Being this
option active, every time the [START] key is pressed, it only
executes the block selected in the active program. Once that
block is executed, another block may be executed by selecting
it with the cursor and pressing [START] again and so on. Blocks
executed like this change the history of the M and G functions.
Note: the [EXBLK] softkey is an activation/deactivation softkey. In
order to start the execution of the program, it must be deactivated.
Simulated execution of a program.
With simulated execution, it is possible to simulate a program,
interrupt it at a point and start execution from that point on.
Depending on the type of simulation selected, it can involve
movement of axes, spindle, etc.
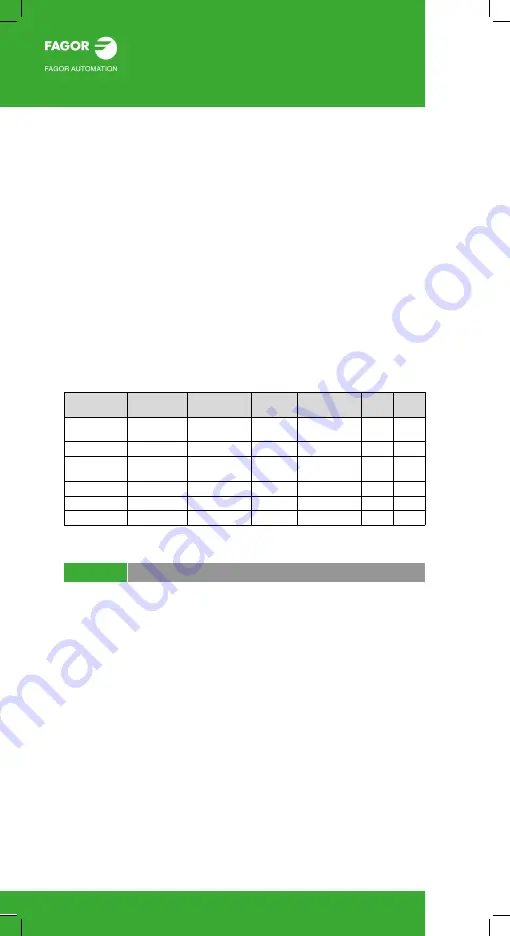
(*) These can cause collisions, depending on the type of machine.
Path
Axis
movement
Spindle
control
Send M-H-S-
T to the PLC
G04
M00
M01
Theoretical
path
Programme
d tool Path
No
No
No
Yes
Yes
G functions
Tool center
No
No
No
Yes
Yes
Functions
G M S T (*)
Tool center
No
No
Yes
Yes
Yes
Main plane (*)
Tool center
Yes (plane)
Yes
Yes
No
Yes
Rapid
Tool center
Yes
Yes
Yes
No
Yes
Rapid [S=0]
Tool center
Yes
No
Yes
No
Yes
Start the simulation of the program.
1. On the horizontal softkey menu, select the desired
type of simulation.
2. If necessary, set the desired simulation conditions
(first and last block)
3. Press the [START] key to start the simulation. The
program may be simulated in "single block" or
"continuous" mode; the mode may be selected even
while simulating the program.
Summary of Contents for CNC 8060
Page 1: ...CNC 8060 65 User quick reference Ref 1906...
Page 44: ...Work modes 44...
Page 64: ...ISO language 64...
Page 102: ...ISO canned cycles T 102...
Page 128: ...Conversational cycles M 128...
Page 136: ...Conversational cycles T 136...
Page 150: ...Measuring and calibration cycles T 150...
Page 169: ......







































































