



















F
KJ 45/S
KJ 45/S
Date 01-2011
Revisione - 03
22
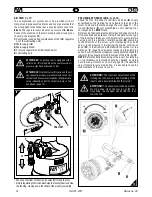
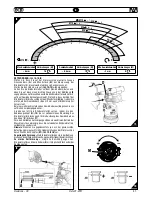
ALIMENTATION EN AIR
(fig.
f1
)
Le circuit d’alimentation doit être doté de dispositifs assurant
le filtrage de l’air et l’évacuation des condensations, il
doit garantir une pression constante d’alimentation de
l’alimentateur de min.
6 bars
.
Le régulateur doit être placé
sur une pression de
6,5 bars
.
Raccorder la machine au circuit d’alimentation d’air comprimé
principal en suivant les indications du schéma
(
f1
).
1
) Robinet d’arrêt (à utiliser pour les opérations d’entretien du
régulateur filtre ou de l’unité de lubrification).
2
) Point d’arrivée de l’alimentation principale.
3
) Point de purge pour l’alimentation principale.
4
) Régulateur de pression et filtre (purger chaque jour).
5
) Lubrificateur.
ATTENTION!
La riveteuse est équipée d’une valve
limitatrice (
F
) qui intervient en cas de pression
de l’air comprimé nettement supérieure à 7 bars.
ATTENTION!
Si la valve limitatrice (
F
) intervient
et que l’air sort, nous recommandons de vérifier
que la pression d’alimentation de la riveteuse
corresponde à la valeur de pression indiquée
dans les caractéristiques techniques de ce
manuel (pag. 21).
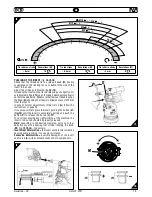
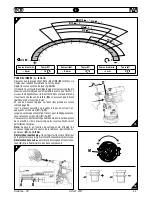
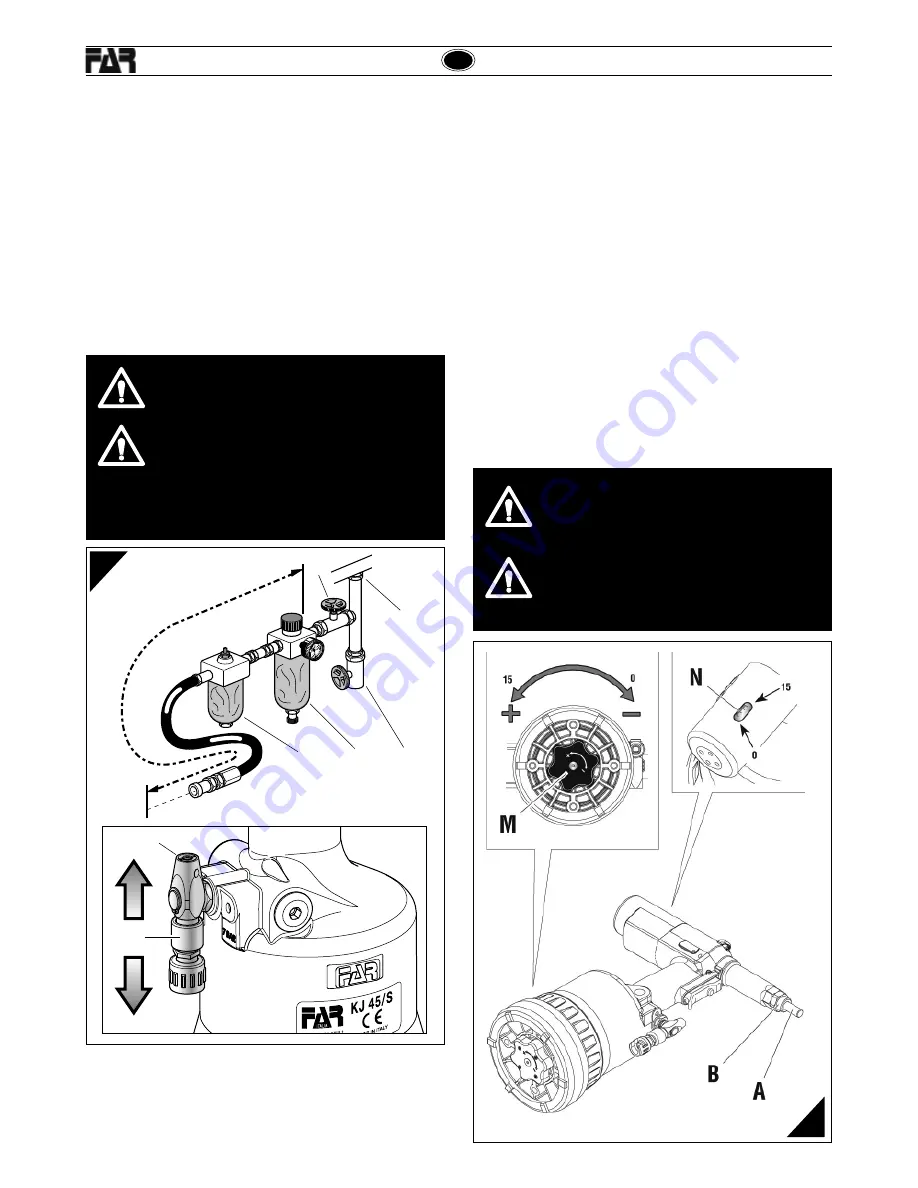
GROUPE FRL
OPERATIONS PRELIMINAIRES
(fig.
f2-f3
)
S’assurer que le groupe, tirant fileté (
A
) et tête (
B
), monté
sur la riveteuse est adapté à la taille de l’insert à sertir; si tel
n’est pas le cas, procéder au changement de format (page
25). Le groupe tirant fileté (
A
) et enclume (
B
) monté d’origine
sur l’outil est un filetage
M10
.
Avant d’utiliser la riveteuse et après chaque changement
de format, il est nécessaire de régler la course en fonction
des dimensions, du format de l’insert et de l’épaisseur du
matériau à sertir. Avant de procéder à cette opération, tourner
le pommeau (
M
) dans le sens de la flèche (
+
) pour augmenter
la course et (
-
) pour la diminuer. En tenant compte du fait
que l’augmentation de la course - rotation du pommeau (
M
)
- dans le sens indiqué par le symbole (
+
) réduit la distance
“
h
” (page 23), ce qui a pour effet d’augmenter l’action de
serrage. Pour s’assurer que la course est correctement
réglée, contrôler l’indicateur (
N
) en faisant référence aux
valeurs du tableau (fig.
f3
).
NOTE:
Avant de procéder à la pose définitive de l’insert, il
est recommandé de contrôler le serrage appliqué aux pièces
concernées, en effectuant de nouveaux réglages comme
indiqué page 26 (les réglages mentionnés sont purement
indicatifs; il est recommandé de consulter les données
techniques des inserts utilisés).
ATTENTION!
Le mauvais réglage de la course
de la riveteuse peut entraîner le mauvais serrage
des inserts et la rupture du tirant!
ATTENTION!
Les opérations ci-dessus doivent
être effectuées alors que la machine n’est pas
alimentée. Pour visualiser la course modifiée
(
N
), il est nécessaire d’alimenter la machine.
f2
1
2
4
5
3
3 m Max
f1
F
Q
• Pour alimenter l’outil en air, déplacer le curseur de la valve d’arrivée
d’air (
Q
) vers le haut.
• Pour décharger l’air de l’outil et bloquer l’alimentation, déplacer
le curseur de la valve d’arrivée d’air (
Q
) vers le bas, et seulement
après cela effectuer les diverses opérations de réglage de course.