























FE 150 RLX
This document is protected by copyrights.
Copying, using, or distributing without permission of Fe Powertools BV is prohibited.
22
to improve lubrication. Next, turn off the motor and the base, and then unplug the
power cord. Clean the machine and the tool, and then remove the machine from the
work area.
Tighten the bottle cap, close the valve, and then press the pilot pin to remove the
coolant that remains in the cooling system. Before you put the machine into the box,
remove the bottle, and use gloves to remove the tool from the holder.
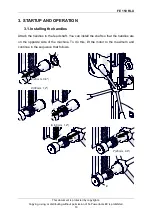
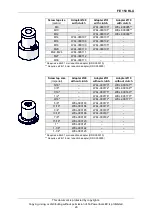
3.8. Thread cutting
Install the screw tap and set the speed based on the table that follows.
Screw tap size
Rotational speed*
[rpm]
Gear switches
setting
M8 – M24
100–150
5/16″
–
15/16″
M27 – M42
55–85
1″
– 1-
5/8″
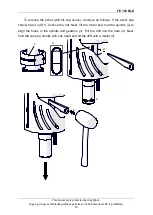
Turn the handles to the left to put the tap above the hole for the thread. If the
diameter of the hole is too small, cutting may not be possible because of too much
milling resistance.
Apply oil on the cutting part of the tap to prevent seizure and increase durability.
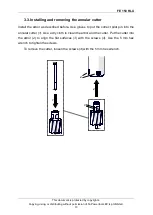
Press
to start the motor. Set the speed knob near the minimum. Then, turn
the handles to the left to put the tap into the hole. Use the handle to guide the tap
down until the thread is cut. After the cutting with the tap is finished, press STOP to
turn off the motor. Then, press and hold
and use the handle to guide the tap up
to prevent damage to the thread.
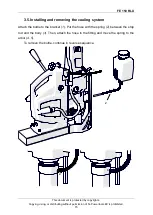
After the work is finished and the motor turned off, set the gear switches to the
opposite position. Start the motor and let it operate for a while with no load to improve
lubrication. Next, turn off the motor and the base, and then unplug the power cord.
If the workpiece is very hard or the screw tap is worn, thread cutting may not be
possible. When this happens we recommend that you cut the thread with manual
taps (entering tap an
d bottoming tap)
.







































































