






















FE 150 RLX
This document is protected by copyrights.
Copying, using, or distributing without permission of Fe Powertools BV is prohibited.
18
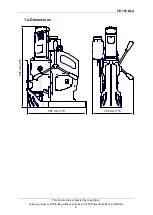
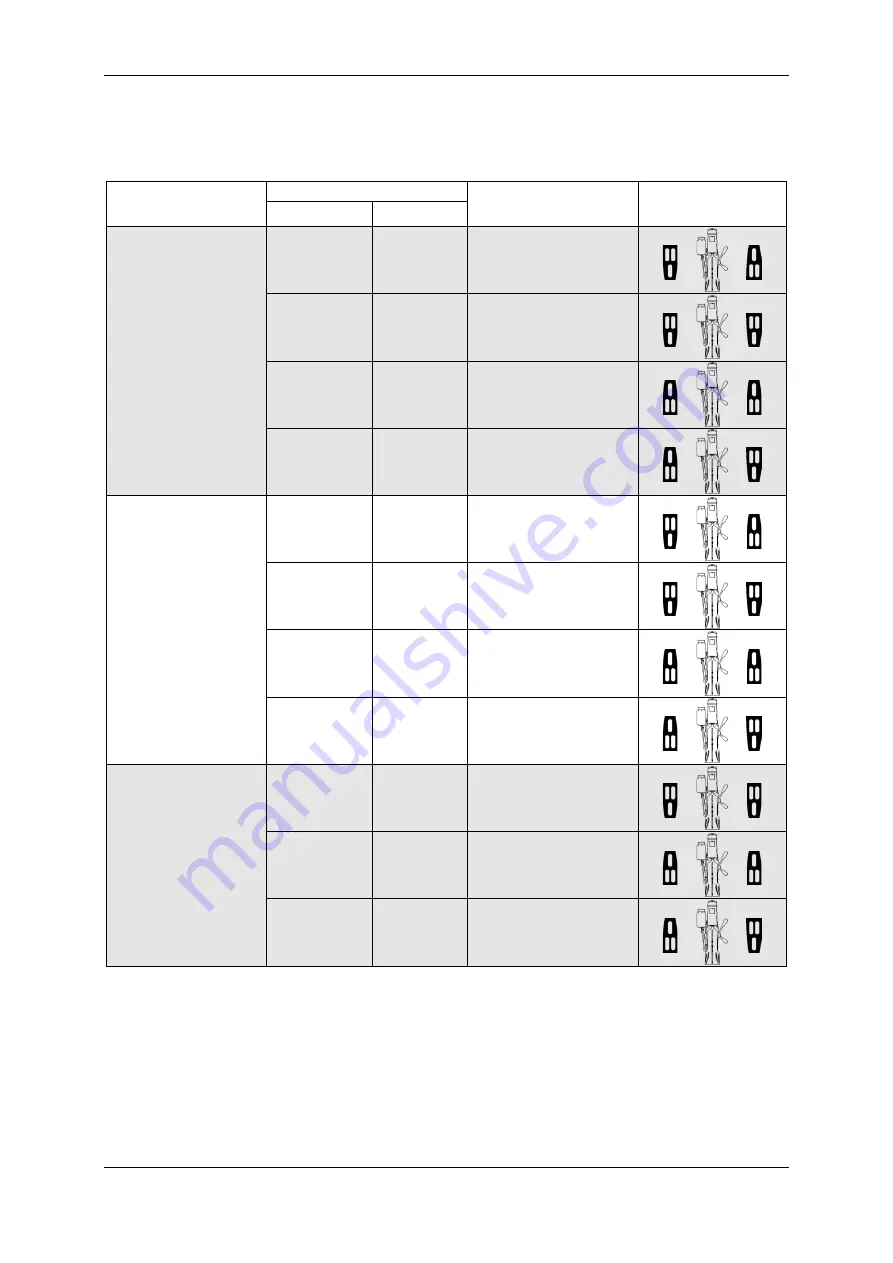
3.7. Drilling
Set the speed based on the table that follows.
Tool
Hole diameter
Rotational speed*
[rpm]
Gear switches
setting
[mm]
[in]
HSS annular cutter
12–21
0.47–0.83
350–520
22–37
0.87–1.46
200–300
38–72
1.50–2.83
100–150
73–130
2.87–5.12
55–85
TCT annular cutter
12–27
0.47–1.06
350–520
28–47
1.10–1.85
200–300
48–85
1.89–3.35
100–150
86–150** 3.39–5.91
55–85
Twist drill bit
15–22
0.59–0.87
200–300
22–32
0.87–1.26
100–150
32–47
1.26–1.85
55–85
* For a sharp tool and mild steel with a strength
R
m
< 500 N/mm
2
(70,000
psi), such as St0 (S185), St3S
(S235JR), or St4W (S275JO).
**
If more than 130 mm (5.12″), use only a cutter with the drilling depth of up to 50 mm and be careful. A
too high
feed speed or rotational speed can result in excessive vibrations, machine overload, incorrect arbor operation, or
cutter damage.







































































