





























30
it
Assicurare il pezzo in lavorazione.
Un pezzo in lavora-
zione tenuto fermo con un dispositivo di bloccaggio è
più sicuro che se tenuto con la semplice mano.
È vietato applicare targhette e marchi sull’elettrouten-
sile avvitandoli oppure fissandoli tramite rivetti.
In caso
di danno dell’isolamento viene a mancare ogni prote-
zione contro scosse elettriche. Utilizzare targhette
autoadesive.
Non utilizzare nessun tipo di accessorio che non sia
stato appositamente sviluppato oppure esplicitamente
approvato dalla casa costruttrice dell’elettroutensile.
Un funzionamento sicuro non è assicurato dal semplice
fatto che le misure di un accessorio combacino con il
Vostro elettroutensile.
Pulire regolarmente le fessure di ventilazione dell’elet-
troutensile con attrezzi non metallici.
La ventola del
motore attira polvere nella carcassa. Questo può cau-
sare, in caso di accumulo eccessivo di polvere metallica,
pericoli elettrici.
Prima della messa in funzione controllare il cavo di col-
legamento alla rete e la spina di rete in caso di danneg-
giamenti.
Raccomandazione: Far funzionare sempre l’elettrouten-
sile tramite un interruttore di sicurezza per correnti di
guasto (RCD) con valutazione corrente di guasto di
30 mA oppure inferiore.
Vibrazione mano-braccio
Il livello di oscillazioni indicato nelle presenti istruzioni
è stato misurato conformemente ad una procedura di
misurazione normalizzata contenuta nel EN 62841 e
può essere impiegato per la comparazione con altri
elettroutensili. Lo stesso è adatto anche per una valuta-
zione temporanea della sollecitazione da vibrazioni.
Il livello di oscillazioni indicato rappresenta le applica-
zioni principali dell’elettroutensile. Se tuttavia l’elet-
troutensile viene utilizzato per altri impieghi, con
accessori differenti oppure non viene effettuata una suf-
ficiente manutenzione è possibile che il livello di oscil-
lazioni sia differente. Questo può aumentare
sensibilmente la sollecitazione da vibrazioni per l’intero
periodo di lavoro.
Per la precisa valutazione della sollecitazione da vibra-
zioni dovrebbero essere considerati anche i tempi in cui
l’apparecchio è spento oppure è acceso ma non effetti-
vamente in funzione. Questo può ridurre considerevol-
mente la sollecitazione da vibrazioni per l’intero
periodo di lavoro.
Stabilire ulteriori misure di sicurezza per la protezione
dell’operatore dall’azione delle vibrazioni, come ad
esempio: manutenzione dell’elettroutensile e degli
accessori, mantenimento mani calde, organizzazione
delle procedure operative.
Istruzioni per l’uso.
Condurre l’elettroutensile solamente acceso
verso il pezzo in lavorazione.
Durante il taglio tenere l’elettroutensile possibilmente
in modo verticale rispetto alla superficie del pezzo in
lavorazione.
Condurre l’elettroutensile in modo uniforme e con leg-
gera spinta in direzione di taglio. Un avanzamento
troppo veloce riduce sensibilmente la durata degli
accessori.
Non tagliare lamiere ai punti di saldatura. Non tagliare
lamiere a più strati che superano lo spessore massimo
del materiale.
Per aumentare la durata di punzone e matrice si consi-
glia di applicare un lubrificante lungo la linea di taglio
prevista:
–
per tagli in lamiera d’acciaio: pasta da taglio oppure
olio da taglio,
–
per tagli in alluminio: petrolio.
Per tagli in centro lamiera è necessario eseguire prima
un foro di partenza, diametro del foro vedi «Dati tec-
nici».
Spegnere l’elettroutensile solamente dopo averlo
estratto dalla traccia di taglio.
L’indicazione per punzoni e matrici usurati è la forza di
avanzamento necessaria sensibilmente aumentata con
limitato avanzamento del lavoro.
BLK1.3TE (**)/BLK1.3CSE (**)/BLK1.6E (**)/
BLK1.6LE (**):
Punzone e matrice non possono essere
riaffilati.
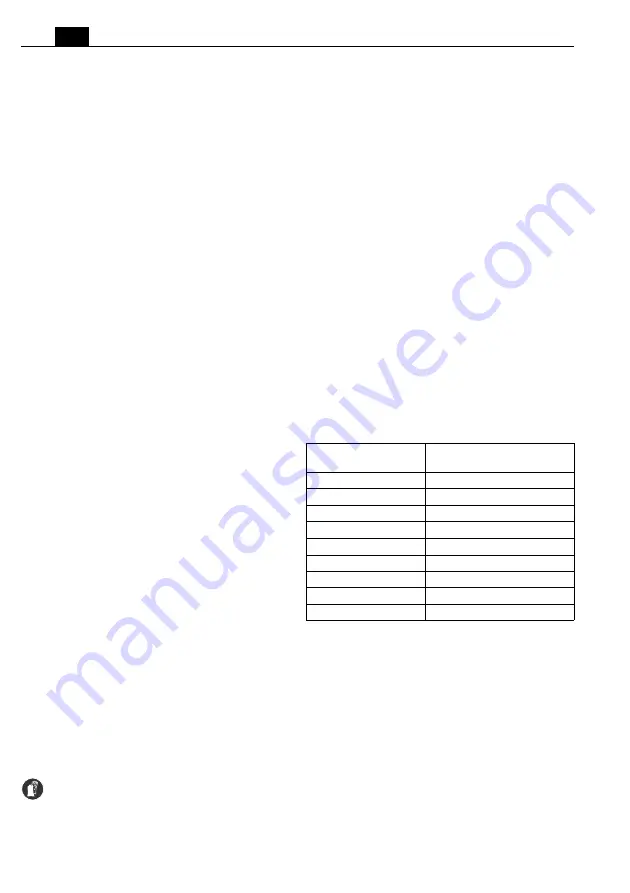
BLK2.0E (**)/BLK3.5 (**)/BLK5.0 (**):
Il punzone – non
la matrice – può essere riaffilato se la lunghezza minima
del punzone riaffilato non supera la lunghezza minima
per la matrice.
BLK2.0E (**)/BLK3.5 (**):
In caso di taglio seguendo una
sagoma, la sagoma viene seguita con la parte inferiore
cilindrica della guida del punzone. La distanza tra la
sagoma e l’effettivo bordo di taglio è di 2,5 mm.
La sagoma dovrebbe avere uno spessore minimo di
2 mm, lo spessore complessivo di sagoma e pezzo in
lavorazione non deve essere superiore a 5,5 mm.
BLK1.6E (**):
Per la lavorazione di lamiere con gole pro-
fonde può essere montato il set profili 160 fornibile
come optional. (vedi pagina 14)
Matrice
Lunghezza minima del
punzone
BLK2.0E (**):
3 13 09 040 00 2
45 mm
BLK3.5 (**):
3 13 09 093 00 3
51,5 mm
3 13 09 094 00 1
51,5 mm
BLK5.0 (**):
3 13 09 109 00 2
58,8 mm
3 13 09 107 00 0
56,6 mm
3 13 09 108 00 8
54,5 mm
Summary of Contents for BLK1.3TE
Page 4: ...4 BLK3 5 BLK5 0 2 1...
Page 5: ...5 1 2 3 3 5 4 8x45 BLK1 3TE CSE BLK1 6E BLK1 6LE BLK2 0E...
Page 6: ...6 2 2 1 2 3 1 3 90 90 0 90 90 0 2 3x90 BLK3 5 BLK5 0...
Page 8: ...8 BLK1 6LE 3 4 2 5 1 6 3 1 6 4 2 5 BLK1 3TE CSE BLK1 6E BLK2 0E...
Page 9: ...9 1 2 90 45 11 10 9 90 45 3 5 4 8 180 180 7 6 BLK3 5...
Page 10: ...10 BLK5 0 1 90 2 45 9 3 8 180 11 90 10 45 7 6 5 4 180...
Page 11: ...11 6 BLK1 3TE CSE BLK1 6E BLK2 0E 4 3 1 2 2 1 5 3 4 3 4 2 1 5 6 6 mm...
Page 12: ...12 1 3 2 4 5 1 2 3 4 4 mm 4 mm BLK3 5 BLK5 0...
Page 13: ...13 BLK1 6LE 7 8 2 3 4 5 6 1...
Page 14: ...14 BLK1 6E 4 5 3 2 1 6...
Page 15: ...15 BLK1 6E BLK1 6LE 6 mm 6 mm 6 mm 4 mm BLK3 5 BLK5...
Page 44: ...44 el el M Ax Zx P1 W W P2 W W n0 min min 1 rpm r min min 1 nS m min m min...
Page 98: ...98 ru ru Ax Zx E E P1 W P2 W n0 min min 1 rpm r min nS m min...
Page 102: ...102 uk uk Ax Zx P1 W P2 W...
Page 106: ...106 bg bg Ax Zx P1 W W P2 W W...
Page 108: ...108 bg RCD 30 mA EN 62841 BLK1 3TE BLK1 3CSE BLK1 6E BLK1 6LE BLK2 0E BLK3 5 BLK5 0...
Page 122: ...122 zh CM zh CM Ax Zx P1 W P2 W n0 min min 1 rpm r min nS m min U V...
Page 126: ...126 zh CK zh CK Ax Zx P1 W P2 W n0 min min 1 rpm r min nS m min U V...
Page 129: ...129 ko ko EU Ax Zx P1 W W P2 W W n0 min min 1 rpm r min min nS m min m min U V V...
Page 132: ...132 th th Ax Zx P1 W W P2 W W...
Page 134: ...134 th FEIN BLK3 5 BLK5 0 ISO 8528 G2 10 RCD 30 mA EN 62841...
Page 136: ...136 ja ja CE Ax Zx P1 W W P2 W W n0 min min 1 rpm r min nS m min m min U V V...
Page 139: ...139 ja FEIN C E Fein GmbH D 73529 Schw bisch Gm nd...
Page 140: ...140 hi hi Ax Zx P1 W W P2 W W n0 min min 1 rpm r min min nS m min m min U V V f Hz Hz...
Page 143: ...143 hi FEIN FEIN FEIN C E Fein GmbH D 73529 Schw bisch Gm nd...
Page 144: ...144 ar C E Fein GmbH D 73529 Schw bisch Gm nd...
Page 147: ...147 ar xZ xA W P1 W P2 min min 1 rpm r min n0...







































































