




























85
pl
Przesunąć taśmę szlifierską ręką i sprawdzić, czy
przesuwa się ona w lewą czy w prawą stronę od rolki
kontaktowej.
Na szlifierce taśmowej ustawić prowadzenie koła
transmisyjnego w taki sposób, by taśma znajdowała się
pośrodku. Dokładnej regulacji należy dokonać po
włączeniu maszyny.
Włączyć na krótko szlifierkę taśmową. Skontrolować,
czy rolka kontaktowa obraca się zgodnie z kierunkiem
ukazanym strzałką.
Wyłączyć szlifierkę taśmową.
Jeżeli tarcza kontaktowa obraca się w przeciwnym
kierunku, niż ukazany strzałką, zmianę kierunku
obrotów silnika należy zlecić wykwalifikowanemu
fachowcowi.
Regulacja prowadnicy (rys. 3+5).
Przed przystąpieniem do jakichkolwiek czynności
obsługowych przy maszynie, należy wyjąć wtyczkę
sieciową z gniazda.
Zwolnić obie śruby (
26
) i ustawić pożądaną odległość
prowadnicy do kółka hamującego:
–
średnica rury 10–12 mm: Ustawienie zgodnie z
rysunkiem „
1
“.
–
średnica rury 12–100 mm: Ustawienie zgodnie z
rysunkiem „
2
“.
Ponownie mocno dokręcić śruby (
26
).
Ustawianie kółka hamującego (Rys. 3).
Przed przystąpieniem do jakichkolwiek czynności
obsługowych przy maszynie, należy wyjąć wtyczkę
sieciową z gniazda.
Ustawianie równoległości.
Zwolnić śrubę z pokrętłem gwiaździstym (
12
) i ustawić
za pomocą uchwytu (
13
) kółko hamujące (
17
) w taki
sposób, aby przesuwało się (patrząc z góry) równolegle
do tarczy kontaktowej. W ten sposób osiągnie się
równomierną siłę nacisku, a tym samym równy szlif.
Optymalne parametry nastawy ustalić należy drogą
praktycznych prób.
Ustawianie nachylenia.
Zwolnić dźwignię (
18
) i ustawić kółko hamujące (
17
) za
pomocą śruby z uchwytem gwiaździstym (
19
) w taki
sposób, aby w stosunku do obrabianego elementu
pochylone było lekko w lewo.
Im bardziej nachylone jest kółko hamujące, tym
wyższa jest prędkość posuwu. Optymalne
parametry nastawy ustalić należy drogą
praktycznych prób.
Ustawianie odstępu między kółkiem hamującym,
obrabianym przedmiotem i rolką kontaktową.
Zwolnić śrubę z uchwytem gwiaździstym (
20
).
Odchylić jednostkę napędową za pomocą dźwigni (
16
)
do tyłu.
Włożyć element przeznaczony do obróbki.
Przestawić jednostkę napędową ponownie do przodu -
tak, aby kółko hamujące przylegało do obrabianego
przedmiotu.
Ustawić szczelinę (
23
) na 1 mm.
Ponownie mocno dokręcić śrubę (
20
).
Ustawianie siły nacisku.
Przekręcając korbę (
22
) ustawić siłę nacisku kółka
hamującego na obrabiany przedmiot.
–
Obrót w kierunku zgodnym z ruchem wskazówek
zegara: duża siła nacisku.
–
Obrót w kierunku przeciwnym do ruchu wskazówek
zegara: niewielka siła nacisku.
Zbyt wysoka siła docisku może prowadzić do
zwiększonego zużycia kółka hamującego i taśmy
szlifierskiej!
Wskazówki eksploatacyjne
Włączanie i wyłączanie.
Maszynę należy włączać dopiero po dokonaniu
wszystkich wymaganych nastaw. W maszynie nie
może znajdować się żaden materiał.
Włożyć wtyczkę przystawki do szlifowania
obwiedniowego do gniazda, znajdującego się na szlifierce
taśmowej.
Włączanie/wyłączanie szlifierki taśmowej/
przystawki do szlifowania obwiedniowego.
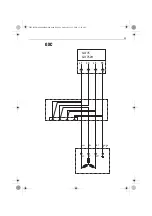
GX75*
Włączanie:
Odblokować wyłącznik bezpieczeństwa (
15*
) i odchylić.
Wcisnąć przycisk
„I“
(
17*
).
Powoduje to automatyczne włączenie przystawki
do szlifowania obwiedniowego.
Skontrolować kierunek obrotów kółka
hamującego. Zmiany kierunku obrotów silnika
może dokonać jedynie wykwalifikowany elektryk.
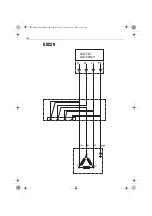
Wyłączanie:
Odchylić klapkę wyłącznika bezpieczeństwa (
15*
).
Wcisnąć przycisk
„0“
(
17*
).
Spowoduje to automatyczne wyłączenie przystawki do
szlifowania obwiedniowego.
Silnik maszyny pracuje jeszcze przez ok. 50
sekund po wyłączeniu!
(* można znaleźć w instrukcji eksploatacji maszyny)
Wyłącznik bezpieczeństwa.
W niebezpiecznych sytuacjach należy nacisnąć czerwony
wyłącznik bezpieczeństwa, który spowoduje wyłączenie
maszyny.
Włączanie/wyłączanie pompy chłodziwa.
Ustawić przełącznik w pozycji „1“. Przy dużej ilości
usuwanego materiału pompa chłodziwa musi być cały
czas włączona.
Zakładać okulary ochronne.
Przed uruchomieniem urządzenia należy upewnić
się, że wszystkie powyżej opisane ustawienia
zostały przeprowadzone i skontrolowane.
Szlifowanie rur (rysunki 5+6).
Przywrócić kółko hamujące za pomocą dźwigni (
16
) do
tyłu.
Włożyć element przeznaczony do obróbki na głębokość
nie mniejszą niż 30 mm do podajnika.
Otworzyć zawór chłodziwa (
28
). Wyregulować przebieg
chłodziwa za pomocą zaworu odcinającego (
28
).
OBJ_BUCH-0000000308-001.book Page 85 Friday, May 25, 2018 11:29 AM







































































