












www.fennerdrives.com
For technical assistance,
please call +1-717-665-2421
B-LOC
® Half Shrink Discs provide a high capacity, zero-backlash shaft/hub or
coupling connection by means of a mechanical interference fit. Please follow
these INSTALLATION AND REMOVAL INSTRUCTIONS carefully to ensure
proper performance of this
B-LOC
® unit.
WARNING
When installing or removing
B-LOC
® products, always adhere to the following
safety standards:
1. Be sure that the system is de-energized using proper lockout tagout
procedures.
2. Wear proper personal protective equipment.
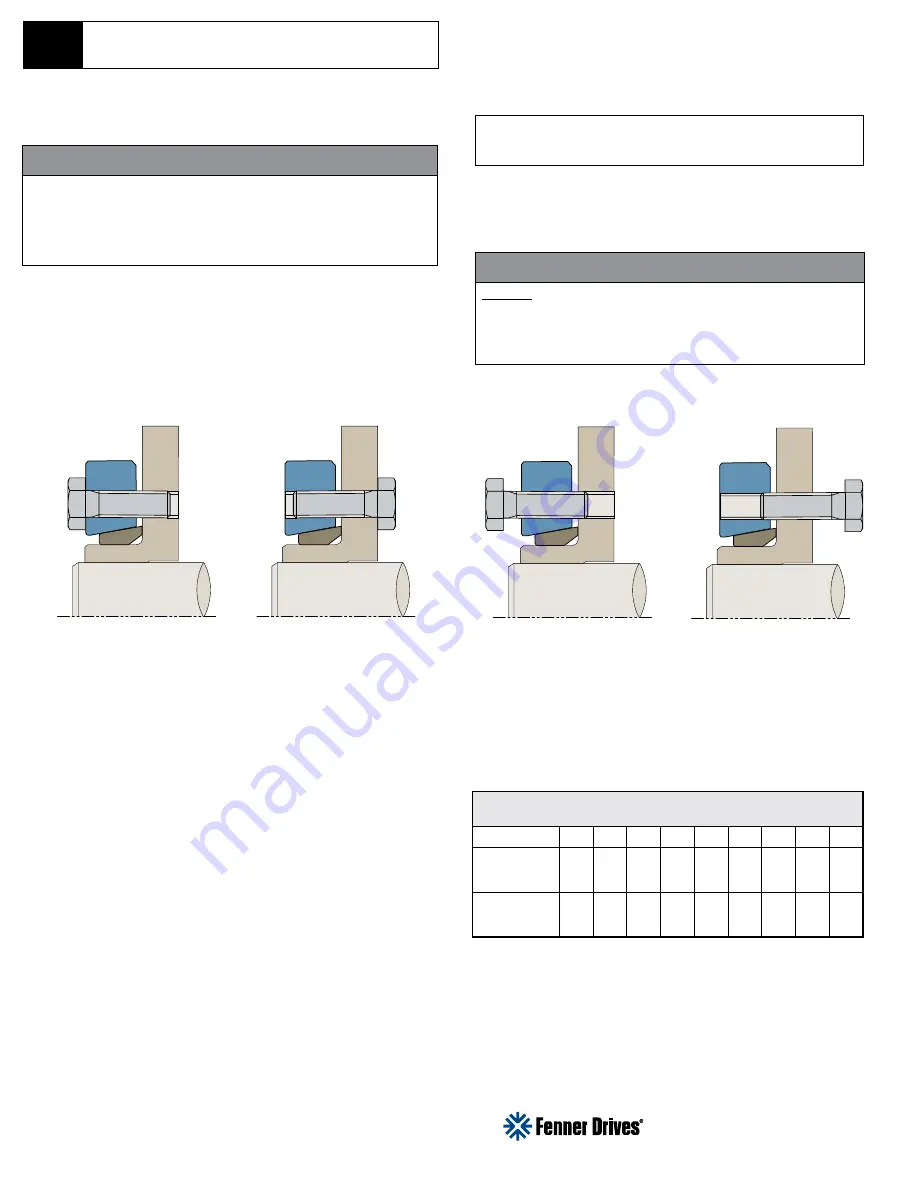
Figure 1
Type HC
Type HC
Type HT
Type HT
INSTALLATION
(Refer to Figure 1)
Remove B-LOC® Half Shrink Disc from protective wrapping and check to ensure
tapered surfaces are coated with Molykote. Using Molykote G-Rapid Plus paste
provided with the unit apply to screw threads and underside of screw head.
Important:
Never tighten locking screws before shaft installation, as inner ring
of Half Shrink Disc and/or hub can be permanently contracted even
at relatively low tightening torques.
1. Clean hub O.D. and Half Shrink Disc bore. Lightly lubricate hub O.D. using
an ordinary machine oil before assembling Half Shrink Disc on hub.
2. Carefully clean shaft and hub bore of any lubricant using a non-petroleum
based solvent prior to mounting hub onto shaft.
This step is critical, as any
lubricant on the shaft/hub bore interface will greatly reduce the torque
transmitting capacity of a B-LOC® Half Shrink Disc connection.
3. Slide Half Shrink Disc over the hub projection and align mounting holes
as required. For Half Shrink Disc Type HC: insert the capscrews into the
clearance holes of the outer ring and thread them into the tapped holes of
the mating web. For Half Shrink Disc Type HT: insert the capscrews through
the mating web clearance holes and thread into tapped holes of outer ring.
4. After confirming correct position of hub and Half Shrink Disc, hand-tighten
three (3) or four (4) equally spaced locking screws and make sure that
outer ring of Half Shrink Disc is parallel or perpendicular to hub web or shaft
respectively. Hand-tighten remaining locking screws.
5. Use torque wrench and set it approximately 5% higher than specified
tightening torque (Ma). Tighten locking screws in either a clockwise or
counterclockwise sequence, using approx. 1/4 (i.e., 90°) turns (even if initially
some locking screws require a very low tightening torque to achieve 1/4 turns)
for several passes until 1/4 turns can no longer be achieved.
6. Continue to apply overtorque for 1 to 2 more passes. This is required to
compensate for a system-related relaxation of locking screws since tightening
of a given screw will always relax adjacent screws. Without over torquing,
an infinite number of passes would be needed to reach specified tightening
torque.
7. Reset torque wrench to specified torque (Ma) and check all locking screws.
No screw should turn at this point, otherwise repeat Step 5 and 6.
REMOVAL
(Refer to Figure 2)
Prior to initiating the following removal procedure, check to
ensure that no torque or thrust loads are acting on the Half
Shrink Disc, shaft or any mounted components.
1. Loosen all locking screws in several stages by using approx. 1/2 (i.e.,
180°) turns, following either a clockwise or counterclockwise sequence,
until Half Shrink Disc can be moved on hub. The Half Shrink Disc, hub
and shaft will return to their original clearance fits.
REINSTALLATION OF HALF SHRINK DISCS
In relatively clean operating conditions, a Half Shrink Disc can be re-used
without prior cleaning. Half Shrink Discs used under severe conditions,
however, require thorough cleaning and re-lubrication with Dow Corning®
Molykote® G-Rapid Plus Paste or equivalent.
LOCKING SCREW SIZES AND SPECIFIED TIGHTENING TORQUE
M
a
Screw Size M5
M6
M8 M10 M12 M16 M20 M24 M27
Tightening
Torque
Ma (ft lb)
3.6
8.7
22
44
74 185 362 620 922
Wrench Size
Across Flats
(mm)
8
10
13
17
19
24
30
36
41
©2012 Fenner Drives B-PR-024 09/01/2012
Figure 2
INSTALLATION AND REMOVAL INSTRUCTIONS
FOR
B-LOC
®
HALF SHRINK DISCS TYPE HC & HT
SD-H
WARNING
DO NOT
completely remove locking screws before outer ring is
disengaged from inner ring. A sudden release of the outer ring involves
high separating forces and could result in permanent injury or death. Be
certain that outer ring is disengaged from inner ring before completely
removing locking screws.







































































