



























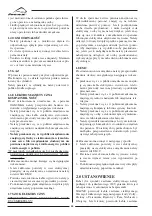

1. Atskrūvējiet spoles turētāja uzgriezni (I) (bremzes
cilindrs) un noņemiet atsperi (R), kā arī ārējo gred-
zenu.
2. Noņemiet plastmasas aizsargplēvi no spoles (K) un
uzlieciet to atpakaļ uz spoles turētāja. Uzlieciet
atpakaļ spoles turētāja aizslēga detaļu (I) (atspere
un paplāksne veido vada spoles ātruma bremzi). Šīs
detaļas veido vada spoles palaides ātruma bremžu
sistēmu. PIEZĪME: Nepievelciet pārāk stipri uzgri-
ezni, jo pārmērīgs spiediens rada vada barošanas
motora spriedzi, turpretim pārāk zems spiediens
metināšanas beigās neļauj nekavējoties apstāties
vada spolei.
3. Atbrīvojiet un nolaidiet plastmasas detaļu (L),
atbrīvojiet augšējo barotāja rulli (N) un noņemiet
vadu no vada gala ieliktņa.
4. Tad, kad vads ir atvienots, turiet to ar knaiblēm tā,
lai tas nevar nonākt no spoles, un, ja nepieciešams,
iztaisnojiet to pirms ievadīšanas vada ievada vietā
(O). Ievadiet vadu zemākajā rullī (M) un vada gala
ieliktnī.
BRĪDINĀJUMS: Vada gals ir jātur taisni. Ja ievietojat
jaunu vadu ieliktnī, pārliecinieties, ka vads ir nogriezts
tīri (bez apmalēm un stūriem), un vismaz 5 cm garumā
no gala tas ir taisns (bez līkumiem). Ja šie norādījumi
netiek ievēroti, iespējams, ka vads var sabojāt ieliktni.
5. Nolaidiet augšējo rulli (N) un detaļu (L) un viegli
nostipriniet (ja ir pārāk augsts spiediens, vads tiek
iesprostots un var sabojāties motors, ja spiediens ir
pārāk zems, ruļļi nenodrošinās vada barošanu).
PIEZĪME: Rullim (M) ir divas dažādas gropes.
Iekārta ir noregulēta atbilstoši kopā ar iekārtu
piegādātā vada diametram. Bezgāzes metināšanas
veikšanai rullis ir jāapgriež otrādi, lai tādējādi varē-
tu izmantot pareizu, plūsmas dobtā vada diametram
atbilstošu gropi.
6. Pievienojiet elektroapgādes kabeli 230V 50Hz
tīklam un ieslēdziet slēdzi. Vadam, kuru baro vada
barošanas motors, mainīgā ātrumā ir jāslīd cauri
ieliktnim; ja tas izslīd no vada gala ieloces (kakla),
atbrīvojiet vada gala slēdzi, izslēdziet iekārtu un
samontējiet kontakta uzgali un sprauslu.
6.0. MIG METINĀŠANA
MIG (metāla inertās gāzes) metināšanā pastāvīgi
barots metāla elektrods izkūst metināšanas šuvē ar
pastāvīgu un vadāmu ātrumu.
Vads tiek pievienots pastāvīgam sprieguma polam,
metināmais priekšmets tiek pievienots otram polam.
Kad ir nodrošināta vada barošana un vads pieskaras
metināmajam priekšmetam, veidojas elektriskais loks.
Elektriskais loks kausē vadu, kas novietots uz
metināmā priekšmeta.
7.0 GĀZES METINĀŠANA
Lai varētu veikt nerūsējošā tērauda metināšanu, enerģi-
jas avotam ir jābūt uzstādītam uz gāzes metināšanu. Šī
operācija ir ļoti vienkārša, jums tikai ir vajadzīgas
sekojošas detaļas un priekšmeti (lūdzu sazinieties ar
savu metināšanas piederumu piegādātāju):
1. Vads – Visi šie enerģijas avoti darbojas tikai kopā
ar 5kg vada spolēm (vada diametrs 0.6 mm vai 0.8
mm).
2. Uzgalis – Uzgalis ir pareizs, ja tas atbilst vada dia-
metram.
3. Gāze – Jūs varat iegādāties vienreizējai lietošanai
paredzētus gāzes cilindrus no vietējā izplatītāja vai
rezerves daļu tālākpārdevēja, turpretim atkārtoti
uzpildāmus gāzes cilindrus var piegādāt vietējais
rezerves daļu tālākpārdevējs.
4. Gāzes regulatori – Jūs varat iegādāties gāzes cilind-
ram atbilstošu regulatoru no vietējā izplatītāja vai
metināšanas iekārtu rezerves daļu tālākpārdevēja.
Piezīme: Vispirms jums vajadzētu izlemt, vai jūs
vēlaties lietot atkārtoti uzpildāmus vai vienreizējai
lietošanai paredzētus gāzes cilindrus, jo tas ietek-
mēs regulatora izvēli.
8.0. SAGATAVOŠANĀS
METINĀŠANAI
1. Pievienojiet metināšanas iekārtu 230V 50/60Hz
tīklam;
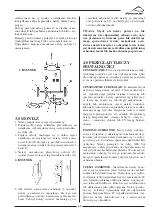
2. SVARĪGI: Pārliecinieties, vai ir pareizi uzstādīta
polaritāte. GĀZES metināšanas gadījumā zemēju-
ma kabelim ir jābūt savienotam ar negatīvo spaili (-
), turpretim deglim ir jābūt savienotam ar pozitīvo
spaili (+) (4. zīmējums).
3. Pievienojiet zemējuma kabeli metināmajam priekš-
metam un pārliecinieties, ka ir nodrošināts pareizs
savienojums;
4. Pārliecinieties, ka vada barošanas rullis ir pareizi
novietots (grope atbilst vada diametram).
Atcerieties, ka katram rullim ir divas gropes - viena
marķēta ar 0,9 mm un otra ar 0,7 mm.
5. Atveriet gāzes padevi, izmantojot spiediena regula-
toru, un noregulējiet gāzes plūsmu. (PIEZĪME:
Gāzes plūsmu var būt nepieciešams noregulēt, lai
panāktu labāku metināšanas rezultātu, tas atkarīgs
no metināšanai izmantotā metāla tipa un biezuma,
tomēr jebkurā gadījumā vajadzētu uzturēt pēc
iespējas mazāku gāzes plūsmu).
50







































































