



























1. Atsukite ritės laikiklio veržlę (I) (stabdžio cilindras)
ir nuimkite spyruoklę (R), o taip pat išorinį žiedą.
2. Nuimkite plastmasinę apsauginę plėvelę nuo ritės
(K) ir uždėkite ją atgal ant ritės laikiklio. Uždėkite
atgal ritės laikiklio spynos detalę (I) (spyruoklė ir
poveržlė sudaro laido ritės greičio stabdį). Šios
detalės sudaro laido ritės paleidimo greičio stabdy-
mo sistemą. PASTABA: Nepriveržkite per stipriai
veržlės, nes per didelis spaudimas sukelia laido
maitinimo motoro įtampą, bet per daug žemas spa-
udimas suvirinimo pabaigoje neleidžia nedelsiant
sustoti laido ritei.
3. Atlaisvinkite ir nuleiskite plastmasės detalę (L),
atlaisvinkite viršutinio maitintuvo ritinį (N) ir
nuimkite laidą nuo laido galo įdėklo.
4. Tada, kai laidas yra atjungtas, laikykite jį su žnyplė-
mis taip, kad jis negalėtų nueiti nuo ritės, ir jeigu
reikia, ištiesinkite jį prieš įvedimą į laido įvedimo
vietą (O). Įveskite laidą į žemutinį ritinį (M) ir
laido galo įdėklą.
PERSPĖJIMAS: Laido galas laikomas tiesiai. Jeigu
įdedate naują galo įdėklą, įsitikinkite, kad laidas yra
nupjautas tiesiai (be apvadų ir kampų), ir bent 5 cm
ilgio nuo galo jis yra tiesus (be sulenkimų). Jeigu nesi-
laikoma šių nurodymų, gali būti, kad laidas gali suga-
dinti įdėklą.
5. Nuleiskite viršutinį ritinį (N) ir detalę (L) lengvai
pritvirtinkite (jeigu per daug aukštas spaudimas, lai-
das yra uždaromas ir gali sugęsti motoras, jeigu spa-
udimas yra per daug žemas, ritiniai neužtikrins
laido maitinimo). PASTABA: Ritinys (M) yra dvi-
ejų skirtingų falcų. Įrenginys yra sureguliuotas ati-
tinkamai kartu su įrengimu tiekiamas laido dia-
metrui. Suvirinimo be dujų vykdymui ritinys
apverčiamas, kad tokiu būdu būtų galima panaudo-
ti teisingą, srovės išduobtą laido diametrą atitinkan-
tį falcą.
6. Prijunkite elektros tiekimo kabelį prie 230V 50 Hz
tinklo ir įjunkite jungiklį. Laidas, kurį maitina laido
maitinimo motoras, kintamu greičiu turi slysti per
įdėklą; jeigu jis išslysta iš laido galo užlanko
(kaklo), atlaisvinkite laido galo jungiklį, išjunkite
įrenginį ir sumontuokite kontakto antgalį ir tūtą.
6.0. MIG SUVIRINIMAS
MIG (metalo inertinės dujos) suvirinimu pastoviai
maitintas metalo elektordas ištirpsta suvirinimo siūlėje
pastoviu ir valdomus greičiu. Laidas yra prijungiamas
prie pastovios įtampos polio, suvirinamas daiktas pri-
jungiamas prie antro polio. Kai yra užtikrinamas laido
maitinimas ir laidas prisiliečia prie suvirinamo daikto,
susidaro elektrinis lankas. Elektrinis lankas tirpdo
laidą, kuris patalpintas ant suvirinamo daikto.
7.0 SUVIRINIMAS DUJOMIS
Vykdant nerūdijančio plieno suvirinimą, energijos šal-
tinis turi būti įrengtas ant dujų suvirinimo.
Ši operacija yra labai paprasta, jums tiktai reikalingos
sekančios detalės ir daiktai (prašau susisiekti su savo
suvirinimo reikmenų tiekėju):
1. Laidas – Visi šie energijos šaltiniai veikia tiktai
kartu su 5 kg laido ritėmis (laido diametras 0.6 mm
arba 0.8 mm).
2. Antgalis – Antgalis yra teisingas, jeigu atitinka
laido diametrą.
3. Dujos – Jūs galite įsigyti vienkartiniam naudojimui
skirtus dujų cilindrus iš vietinio išplatintojo arba
rezervinių dalių mažmeninį prekiautoją, tačiau
pakartotinai užpildomus dujų cilindrus gali tiekti
vietinis rezervinių dalių mažmeninis prekiautojas.
4. Dujų reguliatoriai - Jūs galite įsigyti dujų cilindrą
atitinkantį reguliatorių iš vietinio išplatintojo arba
suvirinimo įrenginių rezervinių dalių mažmeninio
prekiautojo. Pastaba: Pirmiausia reikėtų nuspręsti,
ar jūs norite naudoti pakartotinai užpildomus ar
vienkartiniam naudojimui skirtus dujų cilindrus,
nes tai įtakos reguliatoriaus pasirinkimą.
8.0 PARUOŠIMAS
SUVIRINIMUI
1. Prijunkite suvirinimo įrengimą prie 230V 50/60
Hz tinklo;
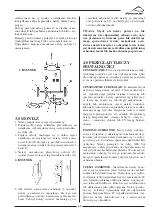
2. SVARBU: Įsitikinkite ar teisingai nustatytas polia-
riškumas. Suvirinimo DUJOMIS atveju įžeminimo
kabelis turi būti sujungtas su negatyviu gnybtu (-),
bet dagtis turi būti sujungtas su pozityviu gnybtu
(+) (4 piešinys).
3. Prijunkite įžeminimo kabelį prie suvirinamo daikto
ir įsitikinkite, kad užtikrintas teisingas sujungimas;
4. Įsitikinkite, kad laido maitinimo ritinys yra teising-
ai pastatytas (falcas atitinka laido diametrą).
Atsiminkite, kad kiekvienas ritinys turi du falcus –
vienas markiruotas 0,9 mm ir kitas 0,7 mm.
5. Atidarykite dujų padavimą, panaudodami spaudimo
reguliatorių, ir sureguliuokite dujų srautą. (PASTA-
BA: Dujų srautą gali būti reikalinga reguliuoti, sie-
kiant geresnio suvirinimo rezultato, kuris priklauso
nuo suvirinimui panaudoto metalo tipo ir storio,
tačiau bet kuriuo atveju reikėtų palaikyti kaip
galimą mažesnį dujų srautą).
58







































































