
















69
0,9 mm
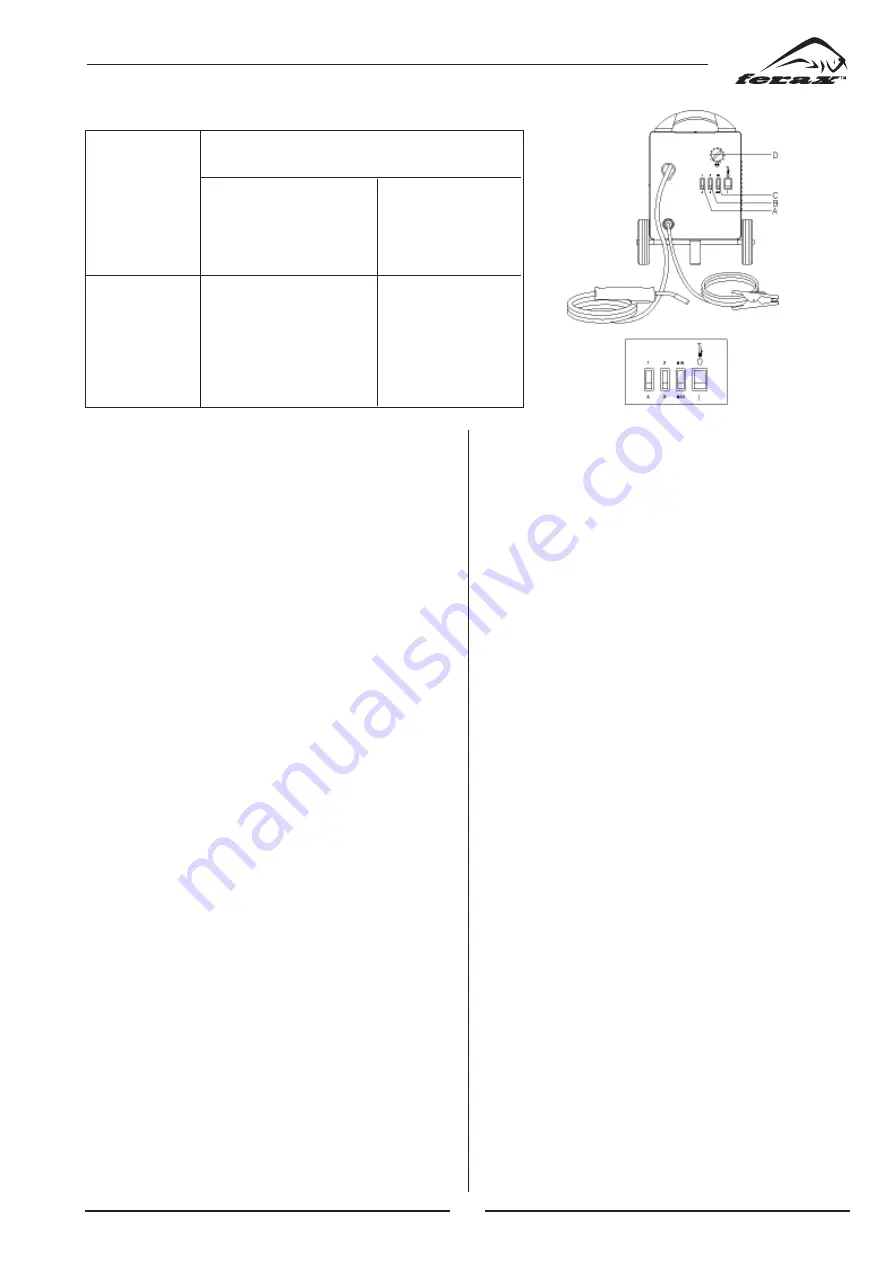
PRZEWÓD DO SPAWANIA GAZOWEGO
REGULOWANIE
SZYBKOŚCI
STAN
ZASILANIA
SPAWALNICZY
PRZEWODU
A
B
C
D
0,9
1
2
Maks
Niskie
0,9 - 1,0
A
2
Min.
Średnie
1,0 - 1,2
A
3
Maks
Średnie
1,2 - 2,0
A
3
Min.
Średnie
2,0 - 3,0
A
3
Maks
Wysokie
MIĘKKA STAL DO BEZGAZOWEGO SPAWANIA
SPAWANEGO
PRZEDMIOTU
GRUBOŚĆ
(mm)
14.0 WYMIANA CEWKI
PRZEWODU
Źródło energii spawania jest wyposażone w cewkę
miniprzewodu, waga przewodu wynosi prawie 0,225
kg a średnica przewodu 0,9 mm. Kiedy cewka cewka
przewodu została zużyta, można ją zamienić na cewkę
przewodu o wadze 0,8 kg lub 5,0 kg.
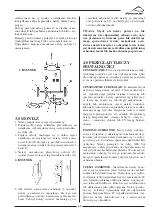
Przewód popycha walec (3. RYSUNEK, M), który jest
poruszany przez wiele mechanizmów. Walec ma dwa
wpusty, jeden markowany na 0,9 mm oraz drugi na 0,7
mm. Bardzo ważnym jest zastosowanie prawidłowego
wpustu, jak to wyjaśnione na 10. stronie –„PRZYGO-
TOWANIE SIĘ DO SPAWANIA”, w przeciwnym
razie regularne zasilanie przewodu nie będzie zagwa-
rantowane lub przewód zostanie ściśnięty; należy prze-
konać się, że końcówka przewodu wstawki końcowej
odpowiada średnicy przewodu. Źródło energii spawa-
nia jest wyposażone w stawkę końcówki łącznie z
końcówką przewodu, włączonego w skład źródła ener-
gii. We wszystkich innych wypadkach cewki przewodu
należy ustawić końcówkę odpowiadającą średnicy
przewodu.
Aby dokonać wymiany cewki przewodu, patrz 3. rysu-
nek oraz aby dokonać wymiany cewki przewodu,
należy kierować się wg wskazówek, które zoatały
przedstawione na 4. stronie, w rozdziale „USTAWIE-
NIE PRZEWODU URZĄDZENIA SPAWALNICZE-
GO”.
15.0 KOŃCÓWKI
SPAWALNICZE
1. Uchwyt końca przewodu należy trzymać pod kątem
45° w stosunku do spawanego przedmiotu a dyszę
należy trzymać na odległości około 6 mm od
powierzchni.
2. Uchwyt końca przewodu należy uważnie przemi-
eszczać mocno go trzymając.
3. Nie należy spawać w miejscach, gdzie jest zbyt
dużo powietrza. Powietrze, dmuchające gaz od
spoiny, tworzy jej porowatość.
4. Przewód oraz jego pokrycie należy utrzymywać
czystymi. Nie należy korzystać z zardzewiałego
przewdu.
5. Nie należy rozkładać giętki przewód tak, aby twor-
zył on ostre kąty i pętle.
6. Jeżeli jest to możliwym, dokonując wymiany prze-
wodu cewki, strumieniem sprężonego powietrza
należy oczyścić koniec wstawki przewodu.
7. Aby zagwarantować odpowiednie rozproszenie żaru
od źródła energii w czasie jego działania, okresowo
należy oczyszczać kurz z wnętrza źródła energii,
wykorzystując niskie ciśnienie (3 – 4 bary / 20 – 30
PSI).
16.0 REGULOWANIE ŹRÓDŁA
ENERGII.
Należy uregulować napięcie: wykorzystując
prawidłowy „stick out” (dystans nieprzyklejenia się).
„Stick out” przewodu (dystans nieprzyklejenia się) sta-
nowi odległość od końcówki kontaktu do spawanego
przedmiotu. „Stick out” przewodu (czasami mylnie
zwany długością) pozostaje niezmiennym pomiędzy
5mm – 10 mm, w celu otrzymania najlepszego wyko-
nania spawania (pod względem dźwięku również).
1. Przełącznik napięcia należy ustawić w pożądanej
pozycji (TABELA 13.1). Należy wybrać niższy
poziom dla mniejszej grubości oraz wyższe nas-
tawienie dla większej grubości.
2. Należy uregulować prędkość przesuwu przewodu.
Pracę należy rozpocząć wykorzystując próbną
płytę, która jest dokładnie oczyszczona od rdzy i
warstw farby. Kabel uziemienia należy podłączyć







































































