



























29
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
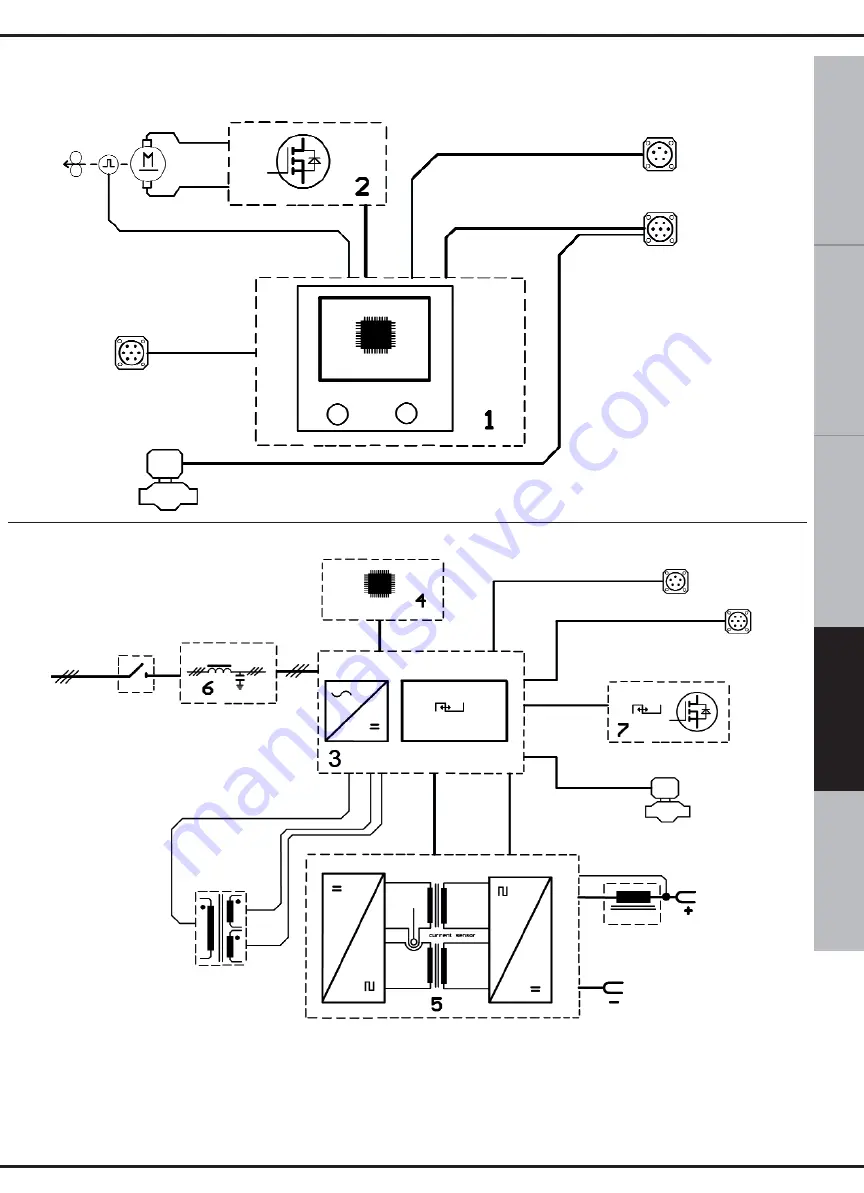
25. SCHÉMA DES LIAISONS CHARIOT SÉPARÉ
1.
Pupitre de contrôle
2.
Carte de contrôle du moteur
26. SCHÉMA DES LIAISONS GÉNÉRATEUR
3.
Redresseur de puissance et
conditionnement du signal.
4.
Panneau de contrôle du
processus de soudage
5.
Convertissseur de puissance
6.
Filtre EMC
7.
Contrôle des ventilateurs
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......







































































