


























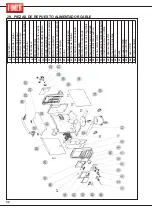

19
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
Para escoger esta modalidad de
soldadura:
con la ruedecilla 10 escoger TIG y
pulsar para confirmar.
La soldadura con gas inerte con electrodo
infusible de tungsteno (TIG: Tungsten Inert
Gas) es un proceso de soldadura en la que
el calor es producido por un arco que surge
entre un electrodo de tungsteno (que no se
consume) y las piezas que hay que soldar.
La soldadura se realiza fusionando los
bordes de la pieza que hay que soldar o
añadiendo eventualmente otro material de
aportación que proviene de específicas
varillas para realizar la unión.
El encendido del arco se produce tocando
con el electrodo la pieza que hay que soldar
y alzándola después de haberla tocado
(cebado lift).
El proceso TIG se adapta a cualquier
posición de trabajo y también se puede
aplicar sobre chapas de espesor muy
reducido (0,2-0,3 mm).
El proceso TIG se distingue por tener una
gran facilidad de control del arco, una fuente
térmica potente y concentrada y por poder
controlar fácilmente la cantidad de material
de aporte.
Esto hace que el proceso TIG sea
particularmente indicado para soldaduras de
precisión sobre una vasta gama de
espesores, para soldaduras en posiciones
difíciles y en tuberías, donde se requiere la
completa penetración. El proceso TIG
consiente soldar diferentes tipos de
materiales, como materiales ferrosos,
aleaciones de níquel, cobre, titanio,
magnesio…;
Durante la soldadura, el potenciómetro 9 de
la fig 1 regula la corriente de soldadura.
En la tabla de abajo se muestra la correcta
conexión de la antorcha y del cable de ma
sa:
13.1 SOLDADURA TIG (Lift-Arc)
La rotación de la ruedecilla 10 permite elegir
entre diferentes modos de soldadura MIG-
MAG; la presión de la ruedecilla confirmará la
elección efectuada.
Una vez efectuada la selección, se accederá
a la pantalla de soldadura:
REGULACIONES Y PARÁMETROS:
Durante la soldadura se puede regular la
corriente utilizando la ruedecilla 9 de la fig.1.
Con la ruedecilla 10 se pueden regular
los parámetros de soldadura visualizados
en el display:
2t-4t-4bilevel:
Permite configurar el funciona-
miento en modo 2 tiempos o 4 tiempos.
Seleccione el metodo
COMIENZO
OPCIONES
MMA
MIG-MAG
TIG
PROCESO DE
SOLDADURA
Presa Frontale
+
18 di Fig.1
Presa Frontale
-
17 di Fig.1
TIG
CAVO MASSA
CAVO TORCIA
COMIENZO
VOLVER
OPCIONES
TIG
Lift Arc
Seleccione proceso TIG
Listo para soldar
COMIENZO
VOLVER
GUARDAR
OPCIONES
150
A
15,0
V
>
TIG
Lift
2t-4t-4bilevel
I 2° Nivel
I inicial
t inicial
subida de corriente
bajada de corriente
I final
t final
post gas
pulsacion
I basica
frequencia
balance
bomba agua
mando a distancia
I min
soldadura por puntos
2t
-50%
50%
0,0s
0,0s
0,0s
20%
0,0s
5,0s
OFF
50%
10,0
50%
OFF
OFF
10A
0,0s
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......







































































