




























13
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
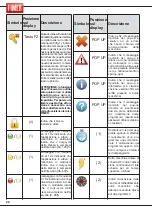
Rampa l
1
->l
e
:
Permette di impostare la durata
della rampa di corrente dalla corrente di
saldatura I
1
al livello finale I
e.
Corrente finale:
Permette di impostare la
corrente finale in percentuale della corrente di
saldatura (es. 80% implica I
f
=0,80xI
1
)
Tempo finale:
Nella modalità 2t permette di
impostare il tempo di applicazione della
corrente finale I
e
Post gas:
Permette di impostare il tempo di
erogazione del gas dopo la fine
dell'erogazione della corrente di saldatura.
Puntatura:
Permette di impostare (se diverso
da 0) la durata massima della saldatura.
Pausa:
Permette di impostare (se diverso da
0) la durata della pausa tra due successive
puntature.
Bruciatura filo:
Permette di variare il tempo
di bruciatura del filo alla fine della saldatura.
Pompa acqua:
Permette di accendere
(ON)
o
spegnere
(OFF)
o gestire in modo automatico
(Auto)
la centralina di raffreddamento, se pre-
sente. Qualora venga selezionata la modalità
Auto la gestione della centralina sarà la
seguente:
• All’avvio della macchina o all’accensione
della centralina verrà effettuata una prova di
funzionamento per verificare la corretta opera-
tività dell’impianto di raffreddamento, quindi la
centralina verrà spenta;
• All’avvio delle operazioni di saldatura la cen-
tralina verrà automaticamente accesa;
• Al termine delle operazioni di saldatura la
centralina permarrà nello stato di acceso per
un tempo variabile da un minuto di 30s fino ad
un massimo di 10min, in funzione della corren-
te erogata durante la saldatura.
Controllo remoto:
Permette di accendere
(ON) o spegnere (OFF) il controllo remoto
analogico della sinergia.
Livello minimo:
Permette di impostare il valo-
re minimo dei parametri sinergici quando il
controllo remoto è acceso ed è al minimo di
regolazione, in percentuale del punto sinergi-
co selezionato; se l’impostazione ricade al di
sotto del minimo parametro sinergico attuabile
dalla macchina per la curva selezionata, verrà
comunque attuato il parametro sinergico mini-
mo.
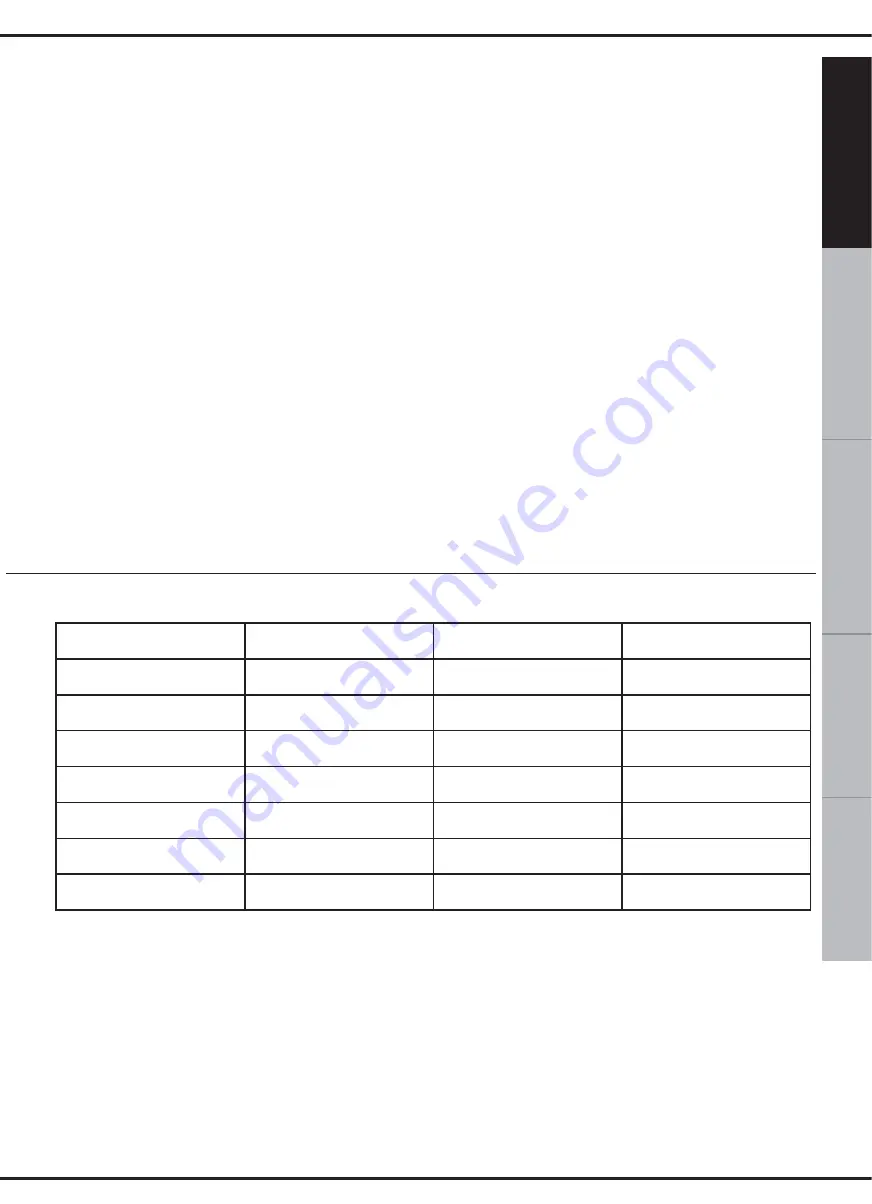
Fare riferimento alla tabella seguente per l’impostazione della corretta corrente di saldatura:
SPESSORE DEL PEZZO
DIAMETRO FILO
CORRENTE DI SALDATURA
ARCO
mm
mm
A
0.8 - 1.0
0.6 - 0.8
60 - 100
Short - Arc
1.5 - 2.0
0.8 - 1.0
80 - 120
Short - Arc
2.0 - 3.0
1.0 - 1.2
100 - 130
Short - Arc
3.0 - 4.0
1.2
120 - 200
Short - Arc
> 4.0
1
150 ÷ 200
Spray - Arc
> 4.0
1.2
200 ÷ 300
Spray - Arc
5. COLLEGAMENTO PER SALDATURA MIG
Il collegamento dei cavi di saldatura avviene
con un sistema di attacco rapido che impiega
appositi connettori.
5.1. TORCIA MIG
Si raccomanda di effettuare dei controlli
periodici sullo stato della torcia di saldatura;
in particolare, occorre verificare l’ugello/dif-
fusore del gas
(Fig. 4A)
la punta guidafilo
(Fig. 4B)
, e la guaina interna alla torcia.
Queste parti devono essere ben pulite e
intatte. Sostituire il guidafilo quando il filo
non scorre regolarmente.
N.B.
Per ogni filo e diametro corrispondo-
no un’ apposita punta guidafilo e guaina.
Accertarsi che siano corrette.
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......







































































