



























15
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
6. INNESCO DELL’ARCO MIG
Il procedimento di saldatura MIG-MAG si rea-
lizza quando si crea un arco elettrico fra un
filo fusibile ed il pezzo da saldare sotto la pro-
tezione di una atmosfera gassosa. Questa
può essere un’atmosfera inerte (Argon) o atti-
va (CO² o una miscela di Argon e CO²).
Il filo viene fatto avanzare con continuità da
un trainafilo attraverso la torcia fino al bagno
di fusione. Si possono usare o un filo pieno
o un filo animato.
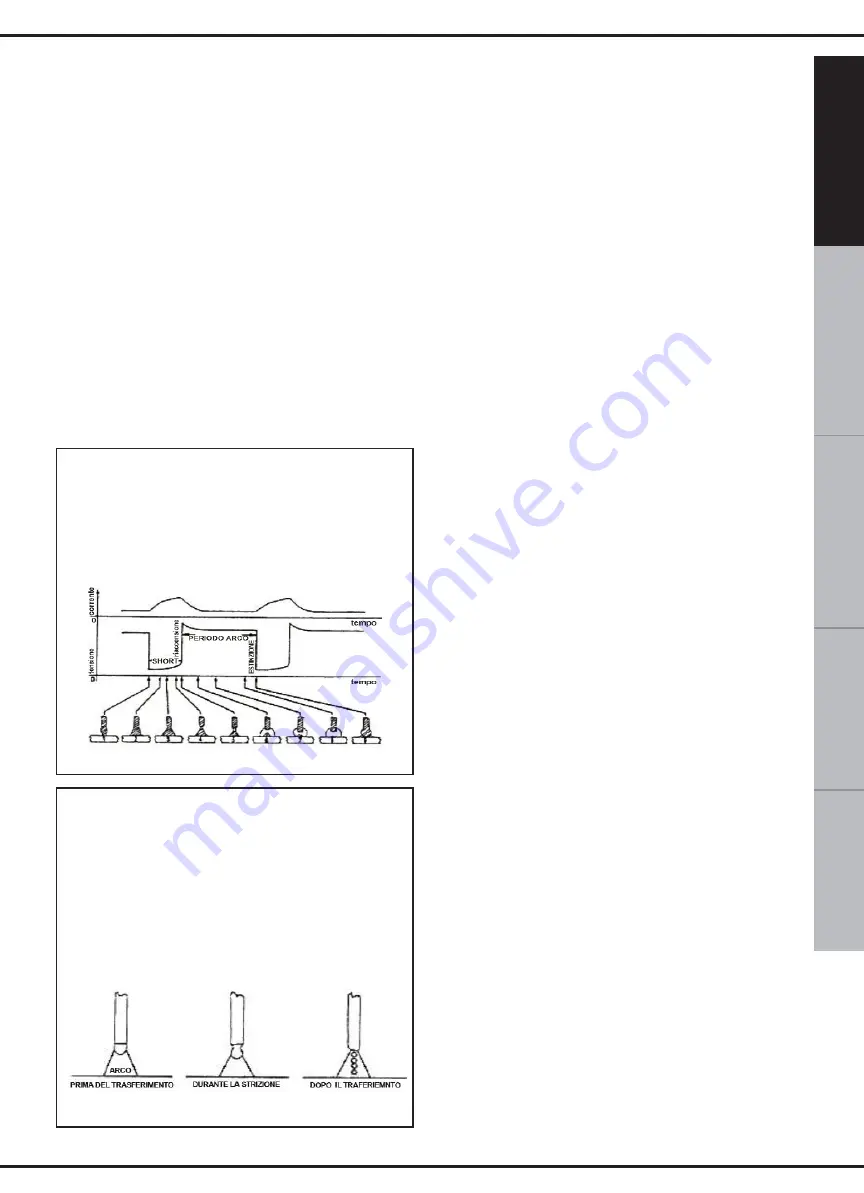
Le modalità di trasferimento del materiale
d’apporto definiscono diverse tipologie di arco:
- la tensione influenza direttamente l’aspetto
del cordone, ma le dimensioni della superfi-
cie saldata possono essere variate a secon-
da delle esigenze, agendo manualmente sul
movimento della torcia in modo da ottenere
depositi variabili con tensione costante.
- la velocità di avanzamento del filo è in
relazione con la corrente di saldatura.
7. REGOLAZIONE
DELLA SALDATRICE
Una volta impostata la tensione di saldatura
mantenere la lunghezza dell’arco elettrico tra i
5 e i 10 mm
e regolare la velocità del filo per
ottenere il miglior risultato di saldatura. Inizial-
mente fare una prova di saldatura su un campi-
one ben pulito da patine, ruggine o vernice.
NOTA
Quando si preme il pulsante della tor-
cia si determinano queste tre funzioni:
- flusso del gas
- avanzamento del filo
- corrente di saldatura.
8. COME OTTENERE I MIGLIORI
RISULTATI DI SALDATURA
1.
Inclinare la torcia di circa 45° rispetto al
pezzo da saldare. Mantenere l’ugello del gas
(Fig. 4A)
a circa
6 mm
dal pezzo da saldare.
2.
Muovere la torcia con continuità spingen-
dola e non tirandola. Questo garantisce la pro-
tezione gassosa dell’arco.
3.
Evitare di saldare in presenza di forte ven-
to. Un vento troppo forte può portare via il
gas dal bagno di saldatura e quindi determi-
narne una saldatura porosa (debole).
4.
Mantenere il filo pulito: non usare mai fili arrug-
giniti.
5.
Evitare pieghe e spirali sul cavo della tor-
cia che rischiano di compromettere lo scorri-
mento del filo.
6.
Quando si cambia il rocchetto del filo, pulire
il tubetto guidafilo con aria compressa.
SHORT ARC (trasferimento a corto circuito):
fa entrare l’elettrodo a contatto diretto
con il bagno , si fa quindi un cortocircui-
to con effetto fusibile da parte del filo che
si interrompe, dopo di che l’arco si riac-
cende ed il ciclo si ripete.
SPRAY ARC (trasferimento a spruzzo):
consente alle gocce di staccarsi dall’elet-
trodo e in un secondo tempo giungono nel
bagno di fusione.
La visibilità dell’arco riduce la necessità di
una rigida osservanza delle tabelle di rego-
lazione da parte dell’operatore che ha la
possibilità di controllare direttamente il bagno
di fusione.
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......







































































