



























12
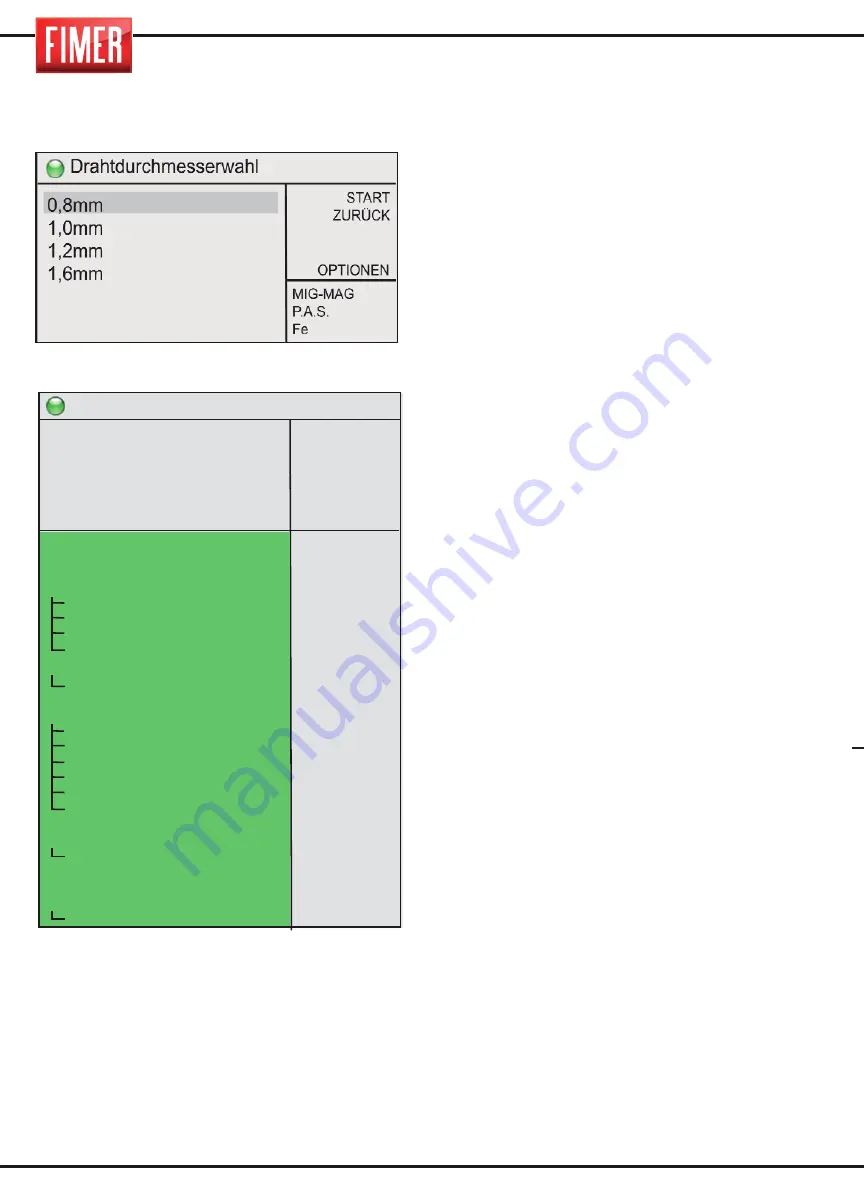
Nach Auswahl des Drahtes (durch Drücken des
Knopfes 10) gelangt man zur Seite, in der der
Durchmesser des Schweißdrahtes eingestellt wird.
Nach Auswahl gelangt man zum Display
„Schweißen":
EINSTELLUNG UND PARAMETER:
Über den Drehknopf 10 können die im
Display angezeigten Schweißparameter
eingestellt werden:
Volt:
Ermöglicht die Regulierung
der zum Schweißen verwendeten
Bezugsspannung.
Depot:
Ermöglicht die Veränderung der Ablage
des Zusatzmaterials (Drahtgeschwindigkeit)
bezüglich des voreingestellten Synergiewerts.
Drossel:
Ermöglicht die Änderung der
Variationsgeschwindigkeit des Schweißstroms,
um eine härteren (niedrigere Werte) und einen
weicheren (höhere Werte) Lichtbogen zu
erhalten.
DSF:
Ermöglicht die Einschaltung
(ON) oder Ausschaltung (OFF)
des Zweistufenbetriebs, d.h. die dauernde
Umschaltung zwischen zwei verschiedenen
Schweißstromstufen.
E1 zeit:
Ermöglicht die Einstellung der Dauer
der ersten Stromstufe, wenn Zweistufenbetrieb
eingeschaltet ist.
E2 zeit:
Ermöglicht die Einstellung der Dauer
der
zweiten
Stromstufe,
wenn
Zweistufenbetrieb eingeschaltet ist.
E2 strom:
Ermöglicht die Einstellung der
zweiten Stromstufe (L2) bezüglich der ersten
Stromstufe (Stufe L1), wenn Zweistufenbetrieb
eingeschaltet ist.
E2 Volt:
Ermöglicht die Regulierung der
Spannung der zweiten Stromstufe (L2)
unabhängig von der Spannung der Stufe L1,
wenn Zweistufenbetrieb eingeschaltet ist
(Parameter Bogenlänge).
2/4 Takt/S-4 Takt:
Ermöglicht die Einschaltung
des Zweitakt- oder Viertakt-Betriebs.
2T:
Im Zweitaktbetrieb schweißt das Geräte so
lange die Taste des Handstücks gedrückt wird.
4T:
Im Viertaktbetrieb beginnt das Schweißen
beim ersten Druck auf die Taste des
Handstücks, ein zweiter Druck bewirkt das
Ende des Schweißens.
4Bi:
Die Funktionsweise ist wie im
Viertaktbetrieb mit dem einzigen Unterschied,
dass ein kurzes Drücken (< 1s) der Taste des
Handstücks beim Schweißvorgang den Über-
gang zwischen erster Stromstufe l1 und zweiter
Stromstufe l2 bewirkt, ein längeres Drücken (>
1 s) bewirkt den Beginn der Endphase des
Schweißvorgangs.
2. Ebene:
Ermöglicht die Einstellung der
Stromstärke in Bezug zur zweiten
Leistungsstufe, aktiv wenn der Parameter 2T-
4T-4Bi auf 4Bi gestellt wird.
Bereit zum schweissen
START
ZURÜCK
SPEICHERN
GASSPÜLUNG
80
A
23,2
V
>
MIG-MAG
S.A.S.
Fe
0,6mm
Volt
Depot
Drossel
DSF
E1 zeit
E2 zeit
E2 strom
E2 Volt
2/4 Takt/S-4 Takt
Rückbrand
Fernsteuerung
Min strom
Wasserpumpe
0,0v
0,0m/’
0
OFF
0,3s
0,3s
60%
0,0v
2t
2. Ebene
Startstrom/Endkraterstrom
Startstrom
Startstromzeit
Slope Es->I1
Slope I1->Eek
Endkraterstrom
Endkraterstromzeit
80%
OFF
125%
0,0s
0,0s
0,0s
80%
0,0s
Punktschweißen
0,0s
Punkt-pause
0,0 s
Gasvorströmzeit
0,1 s
Gasnachströmzeit
2,0 s
0,0 s
0
0
OFF
10,5m/'
1,8mm
Summary of Contents for King 350
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 168: ......







































































