






















DEVICE DESCRIPTION
11
2
2.2
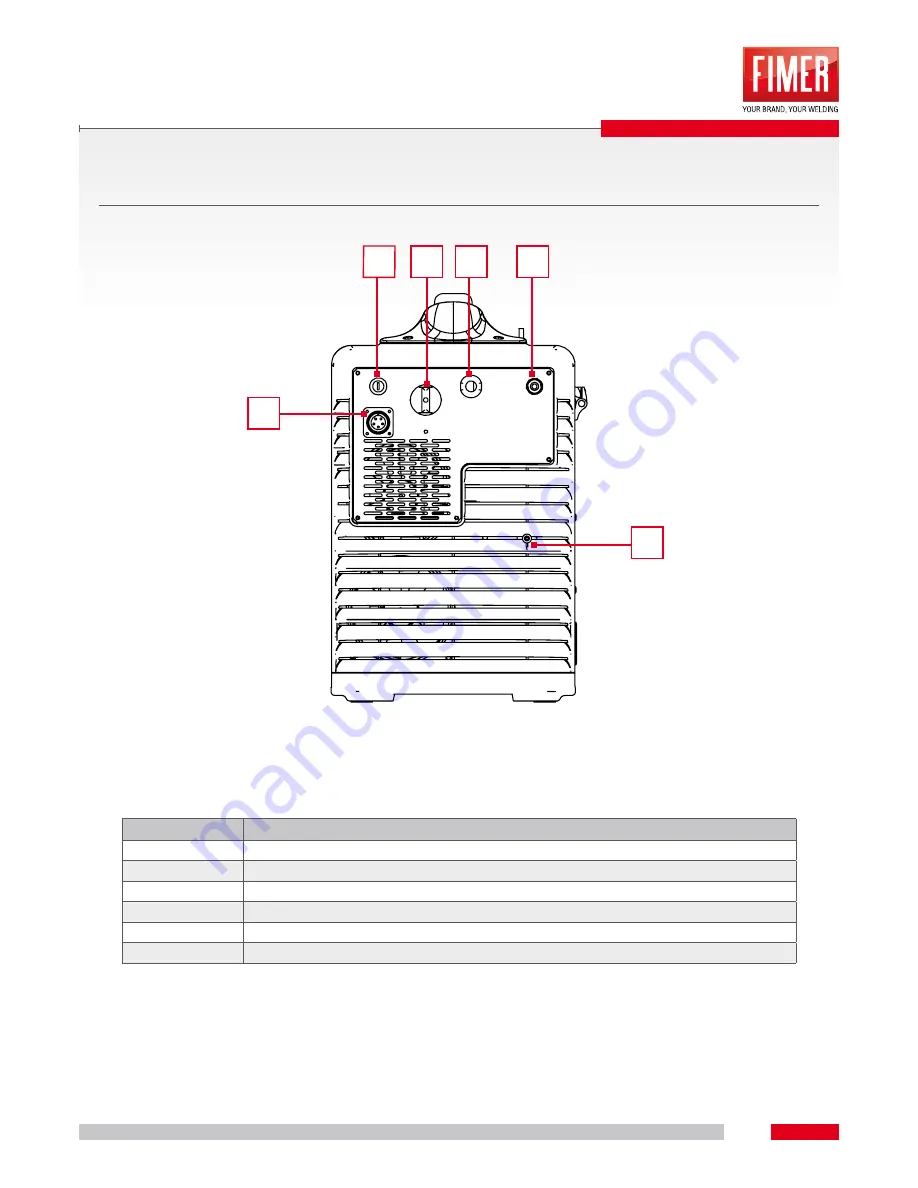
SYMPLEX (models 320-420) REAR VIEW
REFERENCE
DESCRIPTION
1
SAFETY FUSE FOR WATER COOLING UNIT
4A - T 500V
2
5 POLE SOCKET FOR SUPPLY/SIGNALS WATER COOLING UNIT
3
MAIN SWITCH, MACHINE ON/OFF
4
MAINS CABLE
5
SHIELDING GAS QUICK COUPLING (MIG/MAG)
6
COOLING AIR OUTLET
2
3
1
6
4
5
Summary of Contents for SYMPLEX 320
Page 1: ...SYMPLEX 320 SYMPLEX 420 Ed 2014_11_11 INSTRUCTION MANUAL 910 100 512GB REV00 ...
Page 5: ...SYMPLEX 320 SYMPLEX 420 ...
Page 32: ...32 11 NOTE ...
Page 33: ...33 11 NOTE ...
Page 34: ...34 11 NOTE ...







































































