





























16
Please refer to the following table for the
correct welding current settings:
5.
MIG WELDING CONECTOR
The connector for the welding cables comes
with a quick connect system that uses
appropriate connectors.
5.1. MIG TORCH
We would advise you to carry out regular
controls on the condition of the welding
torch; in particular, always check the nozz-
le/gas blowpipe (Fig. 4A) the wire feeder tip
(Fig. 4B), and the internal sheath of the
torch. These parts must be kept well-cleaned
and intact. If the wire stops threading correc-
tly. replace the wire guide.
N.B.
Each wire and diameter corresponds
to an appropriate wire feeder tip and
sheath. Always make sure you are using
the correct type.
5.2 CONNECTOR FOR MIG WELDING
with a traditional torch
1)
Connect the earth cable to the appropriate
‘-‘ socket on the front of the device (12 of Fig 1).
Insert the connector by lining up the key with
the groove and turn in a clockwise direction
until it stops. Do not fasten too tightly!
2)
Connect the torch to the appropriate
socket in the front of the device (16 di Fig 1),
turning the connector in a clockwise direction
until it stops. Do not fasten too tightly!
Warning:
the machine is provided with
sockets for the MIG welding torch (Fig 4) This
accessory has a long life-time if periodical
controls of the gas nozzle and the wire-
feeder tip are carried out (Fig 4A) (Fig 4B).
These parts must be kept well-cleaned and
intact. Replace the wire guide when the wire
no longer threads correctly.
5.3 CONNECTOR FOR MIG WELDING
with a Spool or Push-Pull torch
1)
Connect the earth cable to the appropriate ‘-‘
socket. (12 of figure 1). Insert by lining up the
key with the groove and turn in a clockwise
direction until it stops. Do not fasten too tightly!
2)
Connect the torch to the appropriate socket
on the front of the device (16 of Fig 1),
turning in a clockwise direction until it stops.
Do not fasten too tightly!
3)
Insert the connector of the torch into the
appropriate female socket.
MIG WELDING:
Connect the pressure regulator to the cylin-
der, after which attach the gas tube of the
torch to the latter.
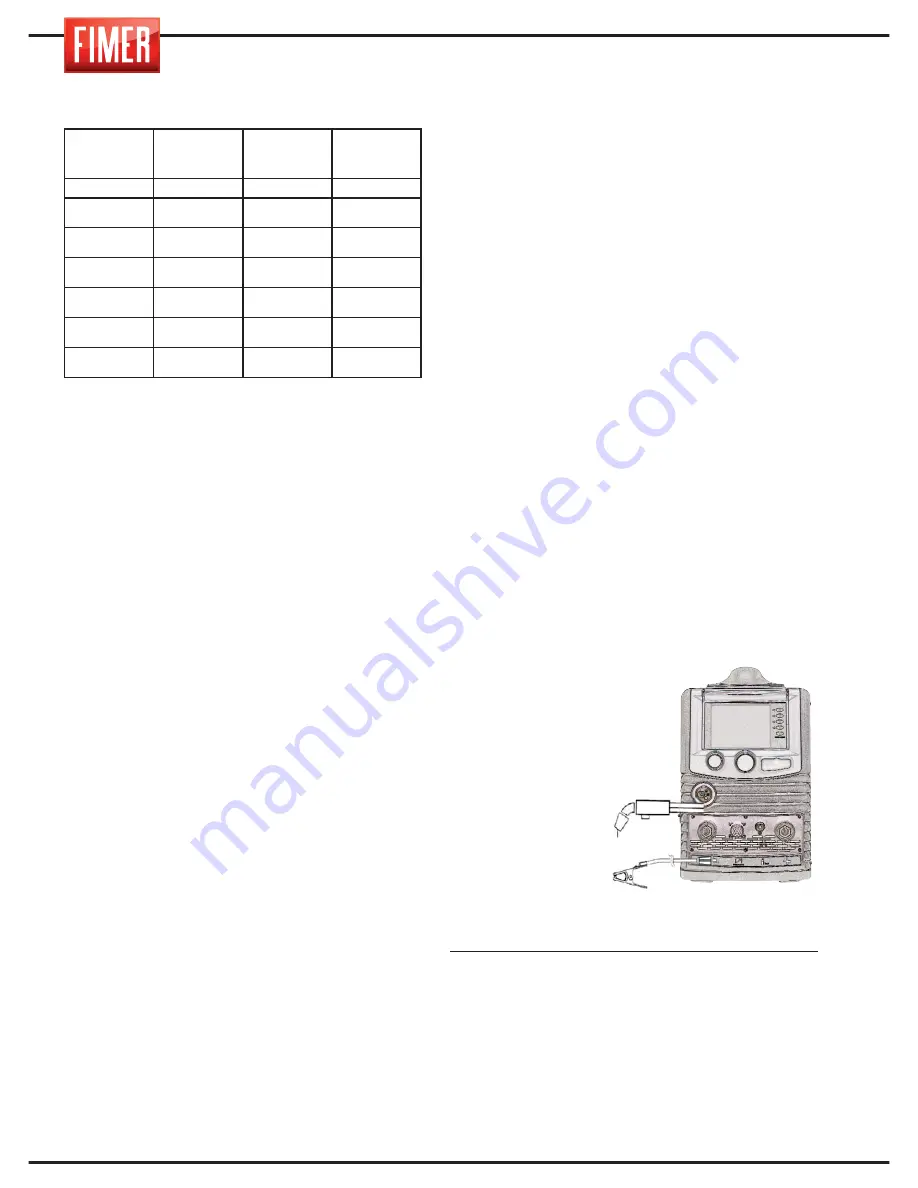
MIG welding is usual-
ly carried out with a
constant current, with
a positive pole
(“+
“see fig.5)
.
The MIG torch cable
is connected to the
Euroconnector
(16
of fig.1)
, whilst the
earth cable of the
workpiece is con-
nected to the ‘-‘
socket on the front
(12 di fig.1)
.
At this stage adjust the welding current using
the potentiometer
(9 of Fig.1)
, situated on the
front panel.
The diameter of the electrode and the wel-
ding current settings must be selected accor-
ding to the thickness of the workpiece.
WORKPIECE
THICKNESS
WIRE
DIAMETER
WELDING
CURRENT
ARC
mm
mm
A
0.8 - 1.0 0.6 - 0.8 60-100
Short-Arc
1.5 - 2.0 0.8 - 1.0 80-120
Short-Arc
2.0 - 3.0 1.0 - 1.2 100-130
Short-Arc
3.0 - 4.0
1.2
120-200
Short-Arc
> 4.0
1
150÷200
Spray-Arc
> 4.0
1.2
200÷300
Spray-Arc
Fig.5
Summary of Contents for TM 236
Page 2: ......
Page 3: ...TM 236 DUAL PULSE SYNERGIC ...
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 38: ...2 WARNING SYMBOLS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 70: ...2 VERWENDETE SYMBOLE ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 102: ...2 SYMBOLES UTILISÉS ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 134: ...2 SÌMBOLOS UTILIZADOS ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 167: ......
Page 168: ......







































































