





























17
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
6. STRIKING AN ARC IN
MIG WELDING
The MIG-MAG welding process is when an
electric arc is created between a consuma-
ble wire and the workpiece, protected within
a gas atmosphere. This atmosphere can be
either inert (Argon) or active (CO2 or a mix-
ture of Argon and CO2).
The wire is continuously fed through a torch
by a wire feeder to the weld pool. A solid wire
or flux-cored wire can be used.
The transfer methods of the filler material defi-
ne different arc types:
- the tension directly influences the appea-
rance of the welding seam, but the dimen-
sions of the welding surface can be varied,
according to requirements, by manual move-
ment of the torch to obtain variable deposits
with a constant tension.
- the speed of the movement of the wire is
in relation to the welding current.
7. ADJUSTING THE WELDER
Once the welding tension has been set,
maintain the length of the electric arc between
5 and 10 mm
and adjust the wire speed to
achieve the best welding results. Initially,
carry out a welding test on a well-cleaned
sample, free of any coating, rust or paint.
NOTE
The torch trigger controls the following
functions:
- gas flow
- wire movement
- welding current
8. HOW TO ACHIEVE THE BEST
WELDING RESULTS
1.
Hold the torch at an angle of 45° from the
workpiece. Keep the gas nozzle (Fig. 4A) at
a distance of approximately 6 mm from the
workpiece.
2.
Move the torch with a continuous move-
ment, using a push, not pull, motion. This will
guarantee the gaseous shield of the arc.
3.
Avoid welding in high winds.
If the wind is too strong it could carry the gas
away from the welding pool, creating a porous
(weak) weld.
4.
Keep the wire clean: never use rusty wire.
5.
Make sure the torch cable is free of dents
or coils, which could compromise the correct
movement of the wire.
6.
When changing the wire spool, always clean
the wire feed tube with compressed air.
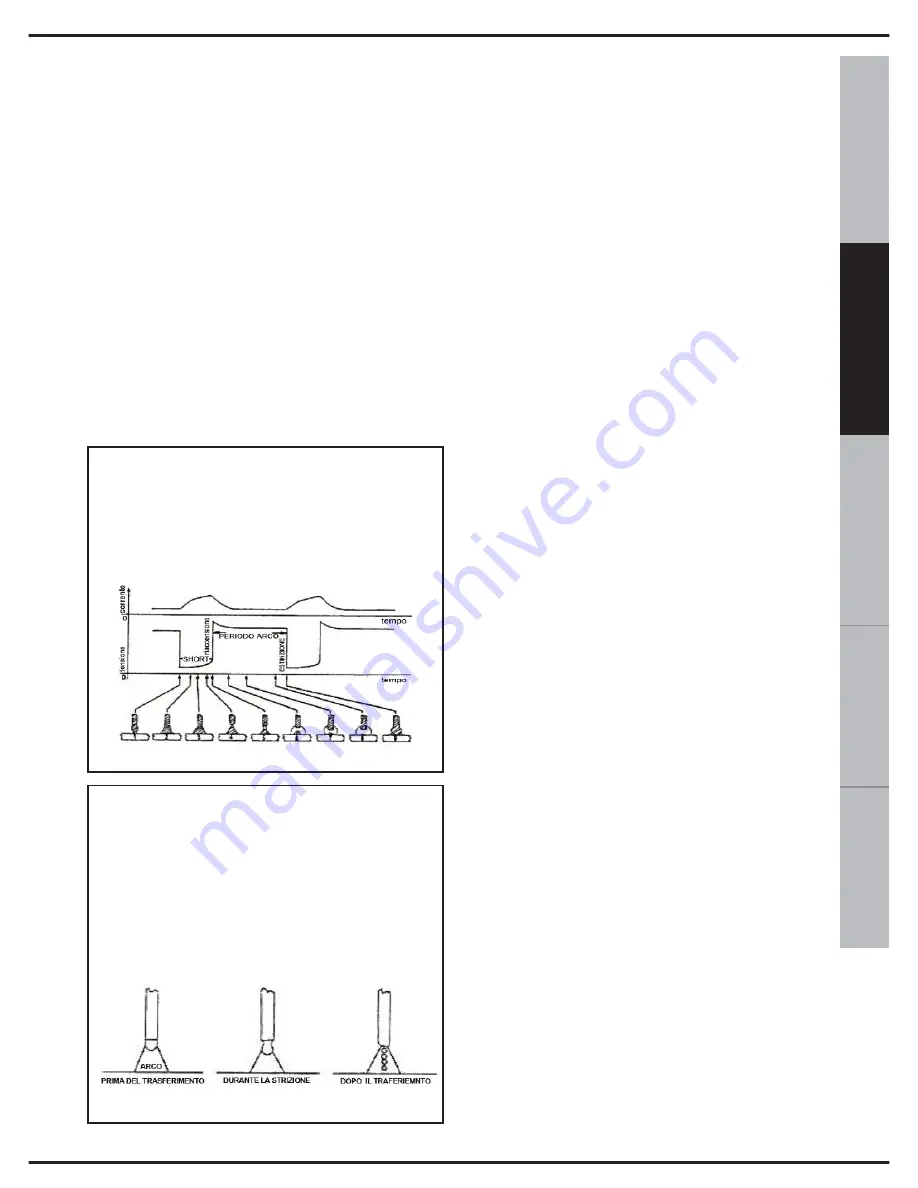
SHORT ARC (short-circuit transfer):
this brings the electrode into direct con-
tact with the weld pool, which creates a
short-circuit that extinguishes the arc,
after which the arc reignites and the cycle
is repeated.
SPRAY ARC (spray transfer):
this allows the droplets to detach from the
tip of the electrode, which successively rea-
ch the weld pool.
The fact the arc is visible, reduces the need
for the operator to strictly observe the adjust-
ment tables, allowing for direct control of the
welding pool.
Summary of Contents for TM 236
Page 2: ......
Page 3: ...TM 236 DUAL PULSE SYNERGIC ...
Page 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Page 38: ...2 WARNING SYMBOLS ...
Page 39: ...3 ...
Page 40: ...4 ...
Page 70: ...2 VERWENDETE SYMBOLE ...
Page 71: ...3 ...
Page 72: ...4 ...
Page 102: ...2 SYMBOLES UTILISÉS ...
Page 103: ...3 ...
Page 104: ...4 ...
Page 134: ...2 SÌMBOLOS UTILIZADOS ...
Page 135: ...3 ...
Page 136: ...4 ...
Page 165: ...NOTE ...
Page 166: ...NOTE ...
Page 167: ......
Page 168: ......







































































