





























SELECTING WELDING CURRENT POLARITY
Using gas-shielded steel welding wire requires direct current (dc) reverse polarity. Self-shielding flux cored
wires use direct current straight polarity. Depending on the type of wire you are using, the polarity may have
to be converted.
Some welders
DO NOT
have the capability of changing the polarity.
Direct current reverse polarity is sometimes referred to as DCEP (Direct Current Electrode Positive). Direct
current straight polarity is sometimes referred to as DCEN (Direct Current Electrode Negative).
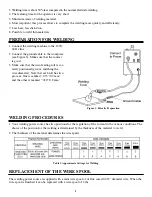
PREPARING THE WORK AREA
Preparation is an important factor in making a satisfactory weld. Study the process and equipment. Practice
welding before attempting to weld the finished product. We recommend an organized, safe, convenient, com-
fortable, well-lighted work area for the operator. The work area should contain no flammable items. Both a
fire extinguisher and a bucket of sand should be available.
Proper preparation for welding requires the following:
1. Prepare an organized, well-lighted work area (see Figure 5).
2. Provide protection for the eyes and skin of the operator and any by-standers.
3. Set up the workpiece. Make the workpiece clamp connection.
SETTING UP THE WORKPIECE
PREPARING THE JOINT
For effective welding, the surfaces to be joined
MUST
be free of dirt, rust, scale, oil or paint. Welding on met-
als not properly cleaned causes a brittle and porous weld.
Aluminum welding requires more detailed preparation than steel welding.
1. A clean weld joint area is a must in obtaining a quality aluminum weld. Remove dirt and oxidation with a
stainless steel bristled wire brush. Remove any oil or grease with a good chemical aluminum cleanser.
12
Figure 5: Work Area
Summary of Contents for FP-90
Page 2: ......
Page 27: ...23 Figure 21 FP 90...
Page 29: ...25 Figure 22 FP 90 Wiring Diagram...
Page 30: ...26...







































































