




























Firepower MST 140i
BASIC WELDING GUIDE
4-10
Manual 0-5338
4.04 Effects of Stick Welding Various Materials
High Tensile and Alloy Steels
The two most prominent effects of welding these steels are the formation of a hardened zone in the weld area, and, if suitable
precautions are not taken, the occurrence in this zone of under-bead cracks. Hardened zone and under-bead cracks in the
weld area may be reduced by using the correct electrodes, preheating, using higher current settings, using larger electrodes
sizes, short runs for larger electrode deposits or tempering in a furnace.
Manganese Steels
The effect on manganese steel of slow cooling from high temperatures is to embrittle it. For this reason it is absolutely
essential to keep manganese steel cool during welding by quenching after each weld or skip welding to distribute the heat.
Cast Iron
Most types of cast iron, except white iron, are weldable. White iron, because of its extreme brittleness, generally cracks when
attempts are made to weld it. Trouble may also be experienced when welding white-heart
malleable, due to the porosity caused by gas held in this type of iron.
Copper and Alloys
The most important factor is the high rate of heat conductivity of copper, making pre-heating of heavy sections necessary to
give proper fusion of weld and base metal.
Types of Electrodes
Arc Welding electrodes are classified into a number of groups depending on their applications. There are a great number
of electrodes used for specialized industrial purposes which are not of particular interest for everyday general work. These
include some low hydrogen types for high tensile steel, cellulose types for welding large diameter pipes, etc The range of
electrodes dealt with in this publication will cover the vast majority of applications likely to be encountered; are all easy to use.
Arc Welding Practice
The techniques used for arc welding are almost identical regardless of what types of metals are being joined. Naturally enough,
different types of electrodes would be used for different metals as described in the preceding section.
Welding Position
The electrodes dealt with in this publication can be used in most positions, i.e. they are suitable for welding in flat, horizontal,
vertical and overhead positions. Numerous applications call for welds to be made in positions intermediate between these.
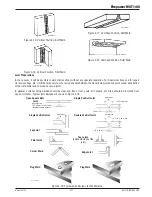
Some of the common types of welds are shown in Figures 4-11 through 4-18.
Art # A-07687
Figure 4-11: Flat Position, Down Hand Butt Weld
Art # A-07688
Figure 4-12: Flat Position, Gravity Fillet Weld
Art # A-07689
Figure 4-13: Horizontal Position, Butt Weld
Art # A-07690
Figure 4-14: Horizontal-Vertical (HV) Position
Summary of Contents for MST 140i
Page 6: ...This Page Intentionally Blank ...
Page 76: ...Firepower MST 140i BASIC WELDING GUIDE 4 24 Manual 0 5338 This Page Intentionally Blank ...
Page 82: ...Firepower MST 140i KEY SPARE PARTS 6 2 Manual 0 5338 6 02 Power Source Art A 12518 31 ...
Page 86: ...Firepower MST 140i KEY SPARE PARTS 6 6 Manual 0 5338 This Page Intentionally Blank ...
Page 87: ...Firepower MST 140i Manual 0 5338 1 APPENDIX APPENDIX This Page Intentionally Blank ...
Page 89: ...Firepower MST 140i Manual 0 5338 3 APPENDIX Art A 12517 ...







































































