
























FIREPOWER 160S
INSTALLATION
Installation 3-6
Manual 0-5369
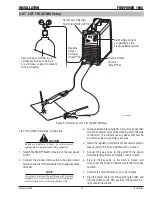
200A
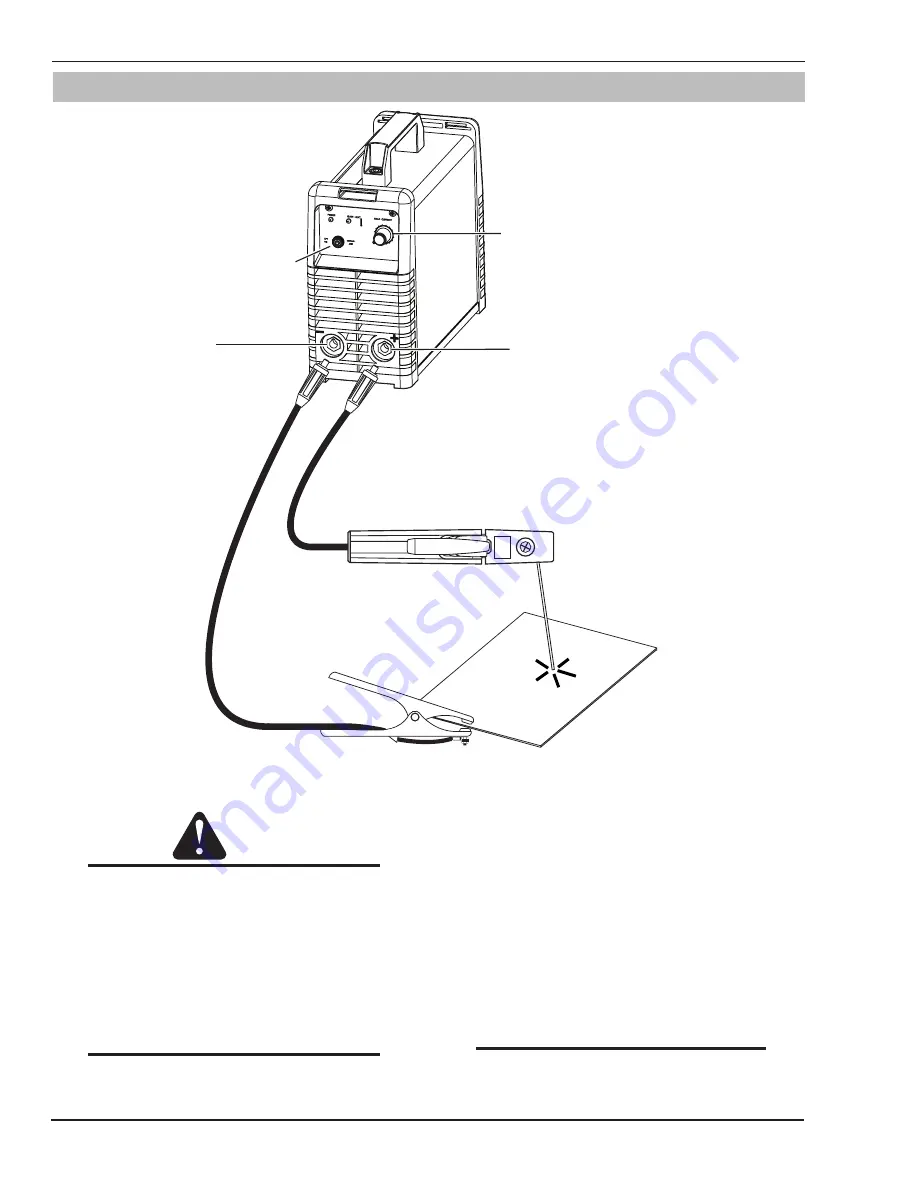
Set Welding Current
as specified by the
Electrode Manufacturer.
Set Process Selection
Switch to SMAW (Stick)
Positive Output
Terminal
(Dinse™ 50)
Negative Output
Terminal
(Dinse™ 50)
Art #: A-09878
Figure 3-2: Setup for STICK (SMAW) Welding
3.06 STICK (SMAW) Setup
STICK (SMAW) Mode Sequence of Operation
CAUTION
Before any welding is to begin, be sure to wear all
appropriate and recommended safety equipment.
1. Switch the ON/OFF Switch (located on the rear panel)
to OFF.
2. Connect the ground clamp cable to the negative output
terminal, and the electrode holder cable to the positive
output terminal.
NOTE
This set up is known as DC Electrode Positive or
reverse polarity. Please consult with the stick electrode
manufacturer for specific polarity recommendations.
3. Connect the ground clamp to your workpiece.
4. Plug the power cable into the appropriate outlet, and
turn the switch to the “ON” position. The power L.E.D
light should illuminate.
5. Set the “Process Selection Switch” to STICK.
6. Set the weld current control knob to the desired
amperage.
7. Install a stick electrode in the electrode holder.
8. You are now ready to begin STICK Welding
NOTE
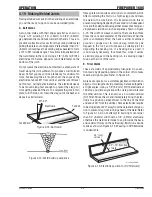
Gently strike the electrode on the work piece to generate a
welding arc, and slowly move along the work piece while
holding a consistent arc length above base metal.







































































