























INSTALLATION
FIREPOWER 160S
Manual 0-5369
3-7
Installation
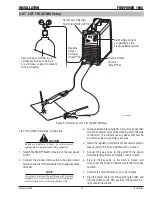
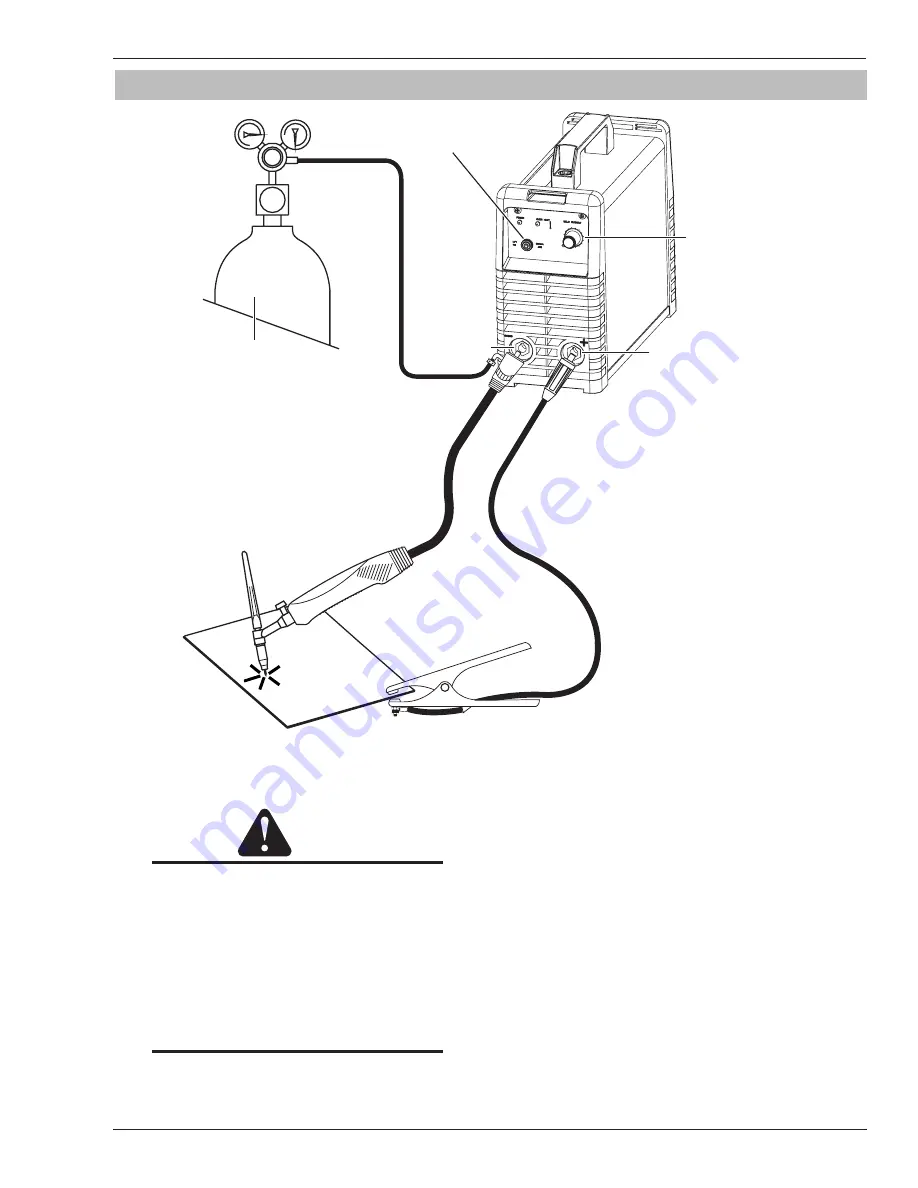
3.07 LIFT TIG (GTAW) Setup
Figure 3-3: Setup for LIFT TIG (GTAW) Welding
Set Process Selection
Switch to GTAW (Lift TIG).
Positive Output
Terminal
(Dinse™ 50)
Negative
Output
Terminal
(Dinse™ 50)
Art #: A-09880
Set Welding Current
as specified by the
Electrode Manufacturer.
Secure the gas cylinder in an
upright position by chaining it
to a stationary support to prevent
falling or tipping.
LIFT TIG (GTAW) Sequence of Operation
CAUTION
Before any welding is to begin, be sure to wear all
appropriate and recommended safety equipment.
1. Switch the ON/OFF Switch (located on the rear panel)
to OFF.
2. Connect the ground clamp cable to positive output
terminal, and the TIG torch cable to the negative output
terminal.
NOTE
This set up is known as Straight Polarity or DC Electrode
Negative. This is commonly used for DC TIG welding on
most materials such as steel and stainless steel.
3. Using a secured Argon cylinder, slowly crack open then
close the cylinder valve while standing off to the side
of the valve. This will remove any debris that may be
around the valve & regulator seat area.
4. Install the regulator (for details of Firepower regulator,
please refer to 3.08 ) and tighten with a wrench.
5. Connect the gas hose to the outlet of the Argon
Flowemeter/Regulator, and tighten with a wrench.
6. Be sure the gas valve on the torch is closed, and
slowly open the Argon Cylinder Valve to the fully open
position.
7. Connect the ground clamp to your work piece.
8. Plug the power cable into the appropriate outlet, and
turn the switch to the “ON” position. The power L.E.D.
light should illuminate.







































































