



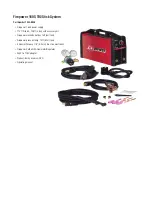















Firepower 160S TIG/Stick System
Part Number 1442-0036
• Firepower 160S power supply
• 17V TIG torch, 12.5ft (3.8m) with accessory kit
• Firepower electrode holder, 13ft (4m) lead
• Firepower ground clamp, 10ft (3.1m) lead
• 4 General Purpose 1/8” (3.2mm) dia. stick electrodes
• Firepower CutSkill 2G Flowmeter/Regulator
• 230V to 115V adapter
• Product family overview DVD
• Operating manual







































































