




























EH Valves (NPS 8 through 14)
Instruction Manual
April 2009
17
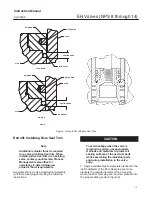
Figure 9. Lower (Valve Plug to Seat Ring) and Upper
(Bore Seal Plug Seal to Cage) Seating Surfaces
NOTE:
UPPER SEATING SURFACE IS THE AREA OF
CONTACT BETWEEN THE BORE SEAL METAL
PLUG SEAL AND THE CAGE.
PLUG
CAGE
SEAT
RING
UPPER SEATING SURFACE
LOWER SEATING SURFACE
A6780 / IL
1
1
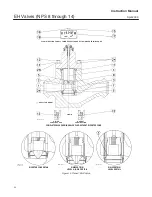
PISTON
RING
RETAINER
CAGE
BORE SEAL
PLUG
SEATING AREA
Trim Replacement (Bore Seal
Constructions)
1. Apply a suitable high-temperature lubricant to the
inside diameter of the Bore Seal plug seal. Also,
lubricate the outside diameter of the valve plug
where the Bore Seal plug seal must be pressed into
the proper sealing position (figure 5).
2. Orient the Bore Seal plug seal for correct sealing
action based on the process fluid flow direction
through the valve.
D
The open interior of the Bore Seal plug seal
must face up in a valve with flow-up construction
(figure 5).
D
The open interior of the Bore Seal plug seal
must face down in a valve with flow-down
construction (figure 5).
Note
An installation tool must be used to
properly position the Bore Seal plug
seal on the valve plug. A tool is
available as a spare part from Emerson
Process Management or a tool could
be manufactured following the
dimensions given in figure 6.
3. Place the Bore Seal plug seal over the top of the
valve plug and press it onto the plug using the
installation tool. Carefully press the Bore Seal plug
seal onto the plug until the installation tool contacts
the horizontal reference surface of the valve plug
(figure 8).
4. Apply a suitable high-temperature lubricant to the
threads on the plug. Then, place the Bore Seal
retainer onto the plug and tighten the retainer using
an appropriate tool such as a strap wrench.
5. Using an appropriate tool such as a center
punch, stake the threads on top of the plug in one
place (figure 7) to secure the Bore Seal retainer.
6. Replace the piston ring(s) following instructions in
the Trim Replacement section of this manual.
7. Return the seat ring, cage, plug/retainer
assembly, and stem to the valve body and
completely reassemble the valve package following
the appropriate instructions in the Trim Replacement
section of this manual.
CAUTION
To avoid excessive leakage and seat
erosion, the valve plug must be
initially seated with sufficient force to
overcome the resistance of the Bore
Seal plug seal and contact the seat
ring. You can correctly seat the valve
plug by using the same force
calculated for full load when sizing
your actuator. With no pressure drop
across the valve, this force will
adequately drive the valve plug to the
seat ring, thus giving the Bore Seal
plug seal a predetermined permanent
set. Once this is done, the
plug/retainer assembly, the cage, and
the seat ring become a matched set.
With full actuator force applied and the
valve plug fully seated, align the
actuator travel indicator scale with the
lower end of valve travel. Refer to the
appropriate actuator instruction
manual for information on this
procedure.







































































