





























-20-
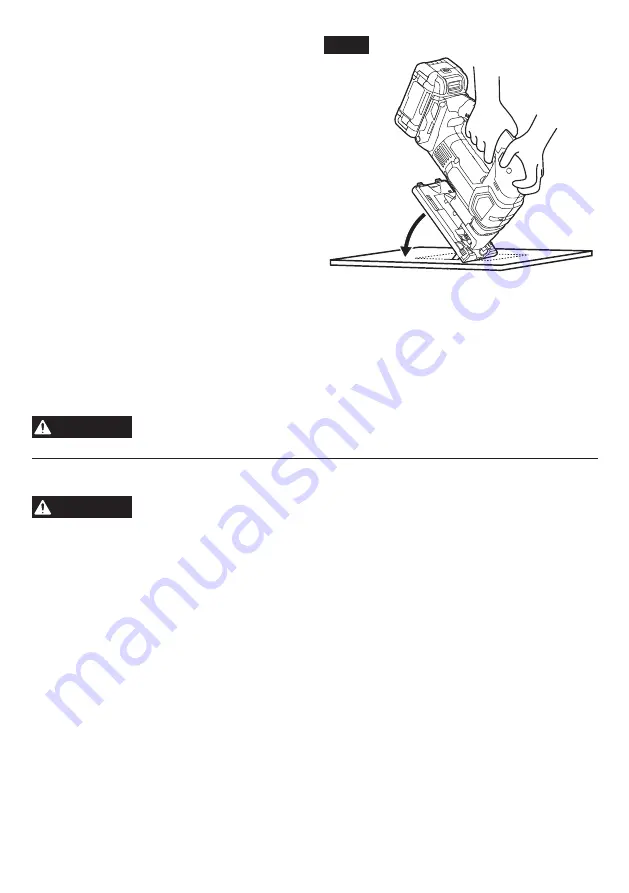
B. Plunge cutting (Fig. 27):
You do not need to drill a starting hole or make a
lead-in cut if you carefully perform the following:
a. Make sure that the base of the saw is set to
straight cut (No bevel angle.
b. Tilt the tool up on the front edge of the base
with the blade point positioned just above the
workpiece surface.
c. Apply pressure to the tool so that the front
edge of the base will not move when the tool
is switched on and slowly lower the rear end
of the tool.
d. As the blade pierces the workpiece, keep
pivoting the tool down until the base rests flat
on the workpiece.
e. Complete the cut in the normal manner
NOTICE:
We do not recommend plunge cutting
with a scroll blade.
To make sharp corners, cut up to the corner,
then stop the saw and back up slightly before
rounding the corner. After the opening is
complete, go back to each corner and cut it from
the opposite direction to square it off.
WARNING
Do not plunge cut into
metal surfaces.
METAL CUTTING
WARNING
Never use the wood-
cutting blade for cutting
metals. Failure to do so could result in
serious personal injury.
•
Clamp the material when cutting metal.
•
Be sure to move the saw along slowly.
•
Use lower speeds.
•
Do not twist, bend, or force the blade.
•
If the saw jumps or bounces, use a blade with
finer teeth.
•
If the blade seems clogged when cutting soft
metal, use a blade with coarser teeth.
•
For easier cutting, lubricate the blade with a
stick of cutting wax, if available, or with cutting
oil when cutting steel.
•
Thin metal should be sandwiched between two
pieces of wood or tightly clamped onto a single
piece of wood (wood on top of the metal).
Draw the cut lines or design on the upper
piece of wood.
•
When cutting aluminum extrusion or angle
iron, clamp the work in a bench vise and saw
close to the vise jaws.
•
When sawing tubing and the diameter is larger
than the blade is deep, cut through the wall of
the tubing and then insert the blade into the
cut, rotating the tube as you saw.
Fig. 27







































































