



















HDX USER INSTRUCTIONS ENGLISH 85392696 - 01/11
Page 41 of 60
d) Bearing seals are not totally leak free devices.
Oil from these may cause staining adjacent to the
bearings.
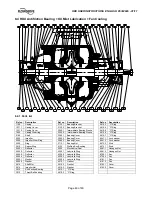
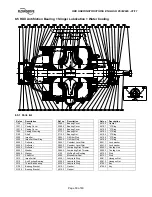
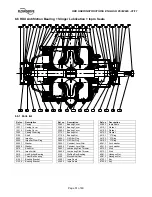
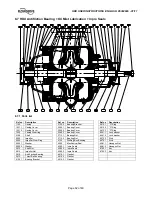
6.9 Assembly
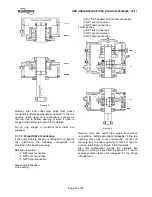
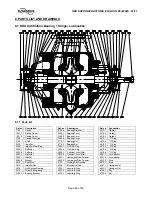
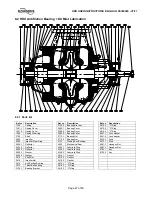
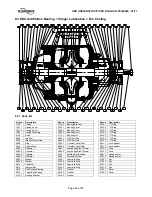
To assemble the pump consult the sectional
drawings, see section 8, Parts list and drawings.
Ensure threads, gasket and O-ring mating faces are
clean.
6.9.1 Wear rings
The impeller is fitted with both front and rear wear
rings.
The impeller rings are renewable and should be
replaced when badly grooved, and/or when pump
performance does not meet the system requirements.
Whenever it becomes necessary to replace either
wear ring, both rings involved (impeller and casing
cover) must be ordered and replaced as a set as they
are furnished standard size only. Spare impeller wear
rings are supplied with a material stock over outside
diameter which has to be machined off after rings
fitting on impeller. If an impeller with its wear rings is
ordered as spare, it will be supplied fully machined,
including wear rings outside diameter, to original
dimensions. Casing Cover wear rings are always
supplied fully machined. Be sure to re-establish the
original running clearance between the two wear
rings involved by machining the fitted impeller rings.
6.9.1.1 Impeller wear rings
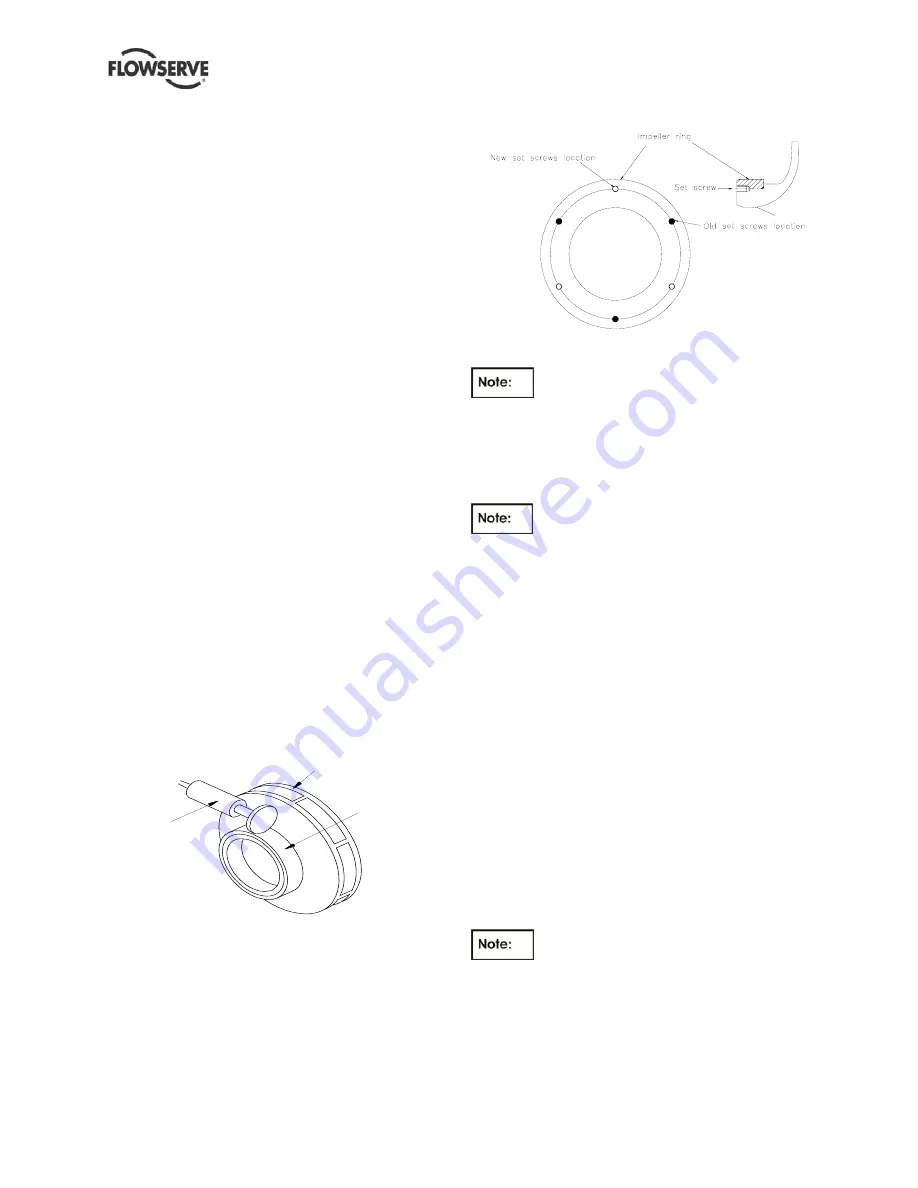
a) To remove impeller wear rings, mutually remove
wear ring set screws or ground off tack weld.
Rings can be machined off or grind two slots
diametrically opposite across the width of the ring
so it can be split apart. Use caution if ring is
removed by grinding so as not to damage
impeller hubs.
IMPELLER
HAND
GRINDER
IMPELLER
RING
Figure 6.3
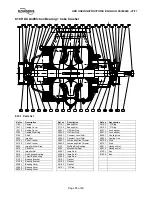
b) Make sure ring fits on impeller are free of nicks or
burrs. Heat new ring to 107 °C (225 °F) and
install on impeller. Drill and tap new holes in
impeller spaced half the circular distance from the
previously used holes in the impeller. See sketch
below.
Figure 6.4
Impeller wear rings when installed must
be machined to establish original diameter and
running clearance. Whenever an impeller has new
wear rings fitted it must be dynamically balanced
before being reassembled. Refer to the Cross
Sectional drawing for the requested running
clearance.
The impeller wear ring bore is relieved at
one edge. Ensure that the ring is installed on the
impeller so that the chamfered edge is sitting
against the impeller.
6.9.1.2 Casing cover wear rings
Each wear ring is locked against rotation with a
cylindrical pin.
a) To remove the wear ring, press it out. If this
method does not easily effect removal of the ring,
it can be split apart. First, however, drill one or
more holes in the face of the worn ring.
New rings to be installed must be shrunk by freezing -
20°C (-4°F) when installing in casing cover. Fit and
secure with a locking pin. Replacement wear rings
are furnished standard size in the bore. Check the
running clearance between impeller and casing ring
against the appropriate value.
6.9.2 Rotor Assembly
a) Place impeller key in relevant shaft key-way.
b) Heat and install impeller as removal procedure to
its original position against shaft shoulder.
Take care to mount the impeller so that
the vane tips point away from the apparent flow
direction (See below fig).







































































