




























HPXM USER INSTRUCTIONS ENGLISH 14983571 - 03/11
Page 29 of 48
f) Check for vibrations.
g) Check for adequate flow of cooling liquids.
h) Check for hot alignment: for services 55 °C (100
°F) and more above ambient, after unit has been
operated a sufficient period of time to reach
normal operating temperature and condition, the
unit is to be shut down and a "HOT" coupling
alignment check must be made (Refer to Section
4.5.4).
5.7.1 Venting the pump
Vent the pump to enable all trapped air to
escape taking due care with hot or hazardous liquids.
Under normal operating conditions, after the pump
has been fully primed and vented, it should be
unnecessary to re-vent the pump.
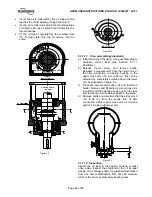
5.7.2 Pumps fitted with mechanical seal
Mechanical seals require no adjustment. Any slight
initial leakage will stop when the seal is run in.
Before pumping dirty liquids it is advisable, if
possible, to run in the pump mechanical seal using
clean liquid to safeguard the seal face.
External flush or quench should be
started before the pump is run and allowed to flow for
a period after the pump has stopped.
Never run a mechanical seal dry, even
for a short time.
5.7.3 Bearings
If the pumps are working in a potentially
explosive atmosphere temperature or vibration
monitoring at the bearings is recommended
If bearing temperatures are to be monitored it is
essential that a benchmark temperature is recorded
at the commissioning stage and after the bearing
temperature has stabilised (see 5.2.4.1 for
temperature limits).
When a oil temperature sensor is provided:
•
set the alarm at 82 °C (180 °F) and the trip at 90
°C (194 °F) for high ambient temperature and/or
hot service
When the bearing temperature sensor is provided:
•
set the alarm at 93 °C (180 °F) and the trip at 105
°C (200 °F)
It is important, to keep a check on bearing
temperatures. After start up the temperature rise
should be gradual, reaching a maximum after
approximately 1.5 to 2 hours. This temperature rise
should then remain constant or marginally reduce
with time.
5.7.4 Normal vibration levels, alarm and trip
For guidance, pumps generally fall under a
classification for rigid support machines within the
International rotating machinery standards and the
recommended maximum levels below are based on
those standards.
Alarm and trip values for installed
pumps should be based on the actual measurements
(N) taken on the pump in the fully commissioned as
new condition. Measuring vibration at regular
intervals will then show any deterioration in pump or
system operating conditions.
Vibration velocity –
unfiltered
mm/s (in./s) r.m.s.
HPXM
mm/s (in./s) r.m.s.
Normal
N
≤
5 (0.2)
Alarm
N
x 1.25
≤
6.2 (0.25)
Shutdown trip
N
x 2.0
≤
10 (0.4)
5.7.5 Stop/start frequency
Pump sets are normally suitable for the number of
equally spaced stop/starts per hour shown in the
table below. Check actual capability of the driver and
control/starting system before commissioning.
Motor rating kW (hp)
Maximum stop/starts
per hour
Up to 15 (20)
15
Between 15 (20) and 90 (120)
10
Above 90 (120)
6
Where duty and standby pumps are installed it is
recommended that they are run alternately every
week.
5.8 Normal Start Up
The starting procedure to be followed for normal start
up is the same as that for initial starting with the
exception that Step (i) section 5.6 "CHECK
ROTATION" does not have to be repeated as long as
driver systems have not been changed since last
pump operation.
5.9 Stopping and shutdown
a) Shut down driver.
The pump should be shut
down rapidly to protect the internal wearing
parts which are lubricated by the liquid being
pumped.







































































