WIK USER INSTRUCTIONS ENGLISH BO2662 5/09
Page 43 of 76
followed, the flanges can be cocked, resulting in
joint leakage and possible component damage.
5) Repeat step 4, increasing torque to
approximately 60 percent of the final torque
required (
Table 6-1
).
6) Repeat step 4, increasing torque to 100 percent
of final torque required (
Table 6-1)
.
7) Continue torquing the studs or bolts to 100
percent of final torque required (
Table 6-1
), in
the sequence printed on the studs or bolts
(
Figure 6-2
), until no further rotation of the nuts
can be achieved. This may require several re-
torquings since as one stud is torqued it will
relieve the stress on the adjacent stud until an
equilibrium has been achieved.
8) On high-pressure, high-temperature applications,
it is recommended that the flange be re-torque
to 100 percent of torque required (
Table 6-1
)
after 24 hours at operating temperature and
pressure to compensate for any relaxation that
may have occurred.
6.5.2 Torque procedure pump foot hold- down
bolts
1) Clean and inspect each stud or bolt, nut, washer,
and the facing on the flanges against which the
nuts will rotate. Look for severe galling, pitting,
etc. If any of the above mentioned items are
damaged beyond repair, replace that item.
2) Lubricate all thread contact areas and nut
facings. There are many suitable lubricants
available on the market today (i.e., Fel-Pro N-
5000, Never-Seize) that can be selected provide
the necessary low friction for installation and
adequate anti-seize properties for high
temperature applications.
3) Determine which end of the pump is fixed to its
foundation with an alignment dowel and which
end has an expansion dowel which allows
thermal expansion of the case. (This information
may be obtained from the Outline drawing in the
back of this manual or from your plant data file.)
4) Evenly torque the pump-foot hold down bolts on
the end of the pump which is fixed to the
foundation to the 100% final torque value listed
in
Table 6-1
below.
5) Tighten the other pump-foot hold down bolts
until the spring washers on the bolts are flat, and
no further.
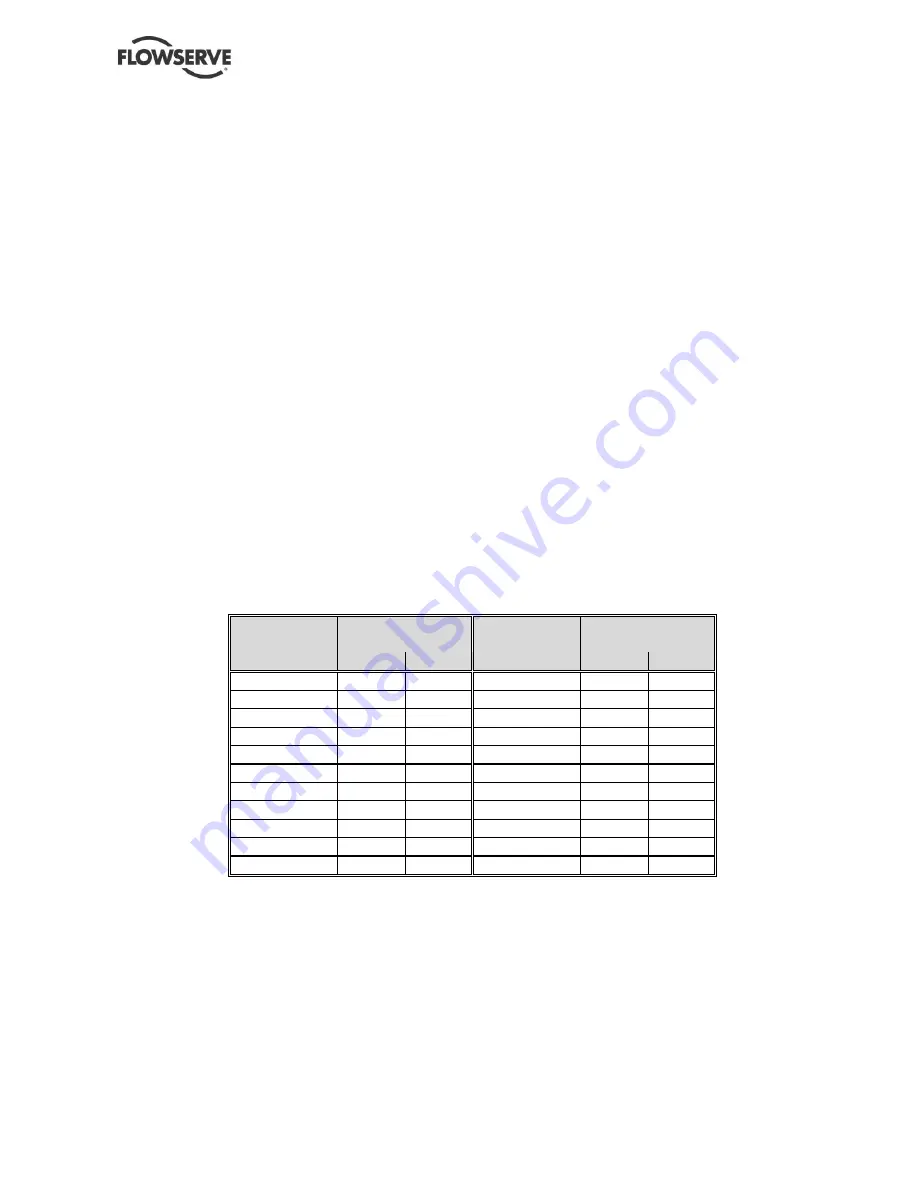
Table 6- 1 :
100% Final Torque Values by Stud/Bolt Diameter (35 kpsi stress)
Stud/Bolt
Diameter
Torque Value
Stud/Bolt
Diameter
Torque Value
(in)
(N-m)
(ft-lbs)
(in)
(N-m)
(ft-lbs)
0.500-13UNC
40
29
1.750-8UN
2,192
1,617
0.563-12UNC
58
43
1.875-8UN
2,733
2,016
0.625-11UNC
80
59
2.000-8UN
3,356
2,475
0.750-10UNC
143
106
2.250-8UN
4,873
3,594
0.875-9UNC
232
171
2.500-8UN
6,789
5,007
1.000-8UNC
349
257
2.750-8UN
9,150
6,749
1.125-8UN
518
382
3.000-8UN
12,004
8,854
1.250-8UN
735
542
3.250-8UN
15,397
11,356
1.375-8UN
1,005
741
3.500-8UN
19,375
14.290
1.500-8UN
1,334
984
3.750-8UN
23,985
17,691
1.625-8UN
1,727
1,274
4.000-8UN
29,274
21,591