















Fortex Engineering Ltd, Unit 16, Freeman Road, Lincoln, LN6 9AP, United Kingdom
www.fortex.co.uk sales@fortex.co.uk +44(0)1522 718 168
The
temperature curve
In the SMT production process, the temperature curve must be adapted to different alloy
compositions of solder paste. This temperature curve is one of the most important
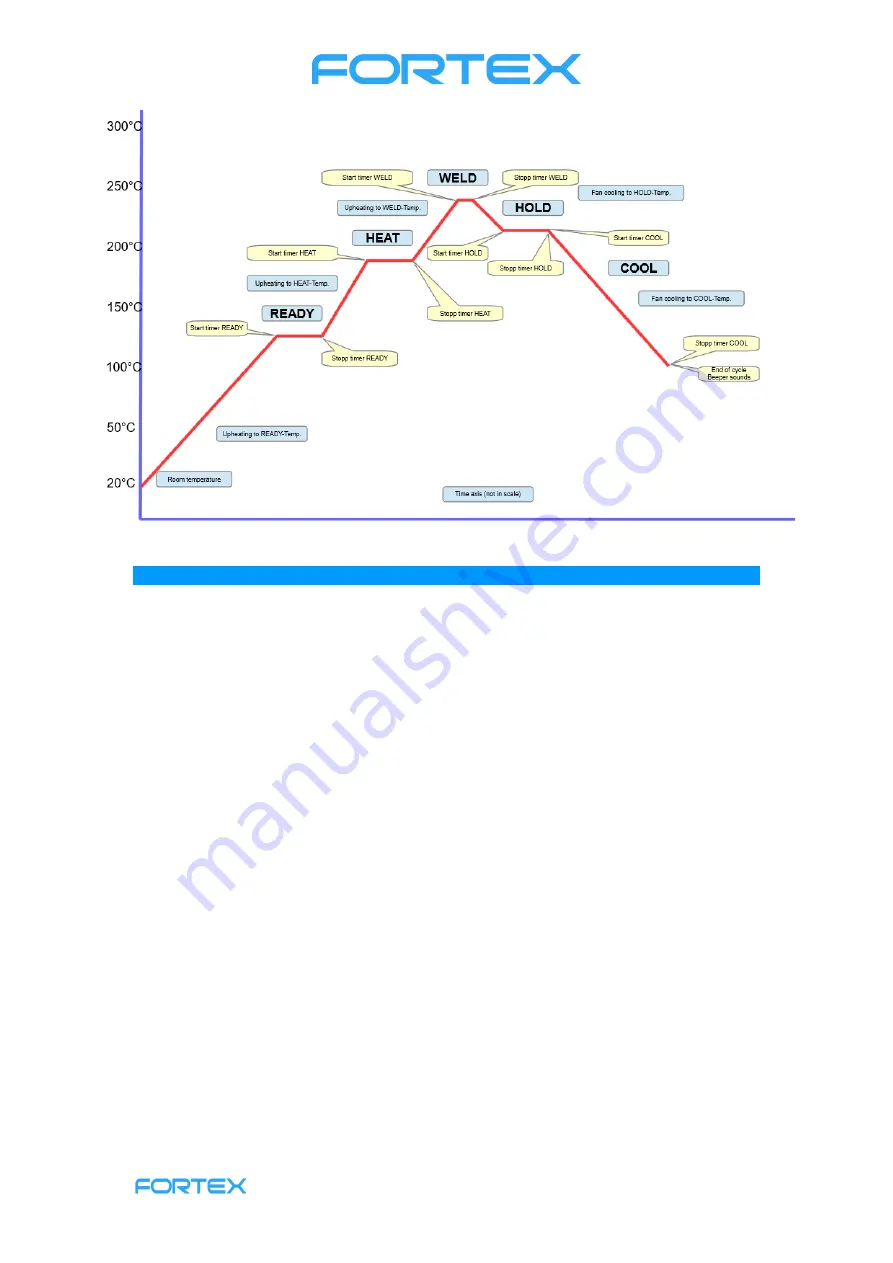
parameters to ensure product quality. A standard reflow process typically has five
temperature zones. For this reason, you can define 5 temperature zones in the RF100
software to map the standard reflow process.
Each temperature plane with the appropriate temperature and time performs another
function during the soldering process. The requirement and function of each temperature
section are explained below.
Preheating (READY)
Here, the circuit board is heated from room temperature to 120-150°C to remove residual
moisture or residual gas and possibly reduce internal stress in the circuit board. It also
achieves a smooth transition to the next section. The duration is usually 1 - 5 minutes.
The specific time and temperature depends on the size of the board and the number of
components.
Heating up (HEAT)
Here, the preheated circuit board is further heated until the flux contained in the solder
paste becomes liquid. The flux removes oxides of tin paste and component.
Usually the following temperatures are set in this section:
Lead alloy solder and precious metal alloy solder (Sn 42% -Bi58% lead-free or
Sn43% -Pb43% -Bi14% lead containing low-temperature solder)
150 – 180°C
Lead-containing medium temperature solder
180 – 220°C
Lead-free high-temperature solder
220 – 250°C







































































