













Summary of Contents for TransCut 300
Page 2: ......
Page 4: ......
Page 14: ...10 ...
Page 28: ...24 ...
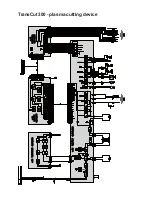
Page 31: ...TransCut 300 plasma cutting device ...
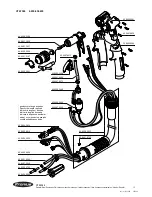
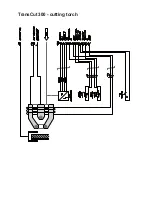
Page 32: ...TransCut 300 cutting torch ...
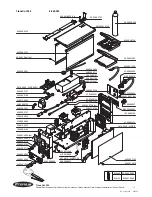
The Fronius TransCut 300 is a powerful and efficient cutting tool designed for industrial use. With its innovative technology and precision performance, this product ensures excellent cuts every time. Operating Instructions/Spare Parts List manual is available for free download at 88.208.23.73:8080, providing you with all the necessary information to optimize your productivity.
Page 2: ......
Page 4: ......
Page 14: ...10 ...
Page 28: ...24 ...
Page 31: ...TransCut 300 plasma cutting device ...
Page 32: ...TransCut 300 cutting torch ...







































































