





























Standard
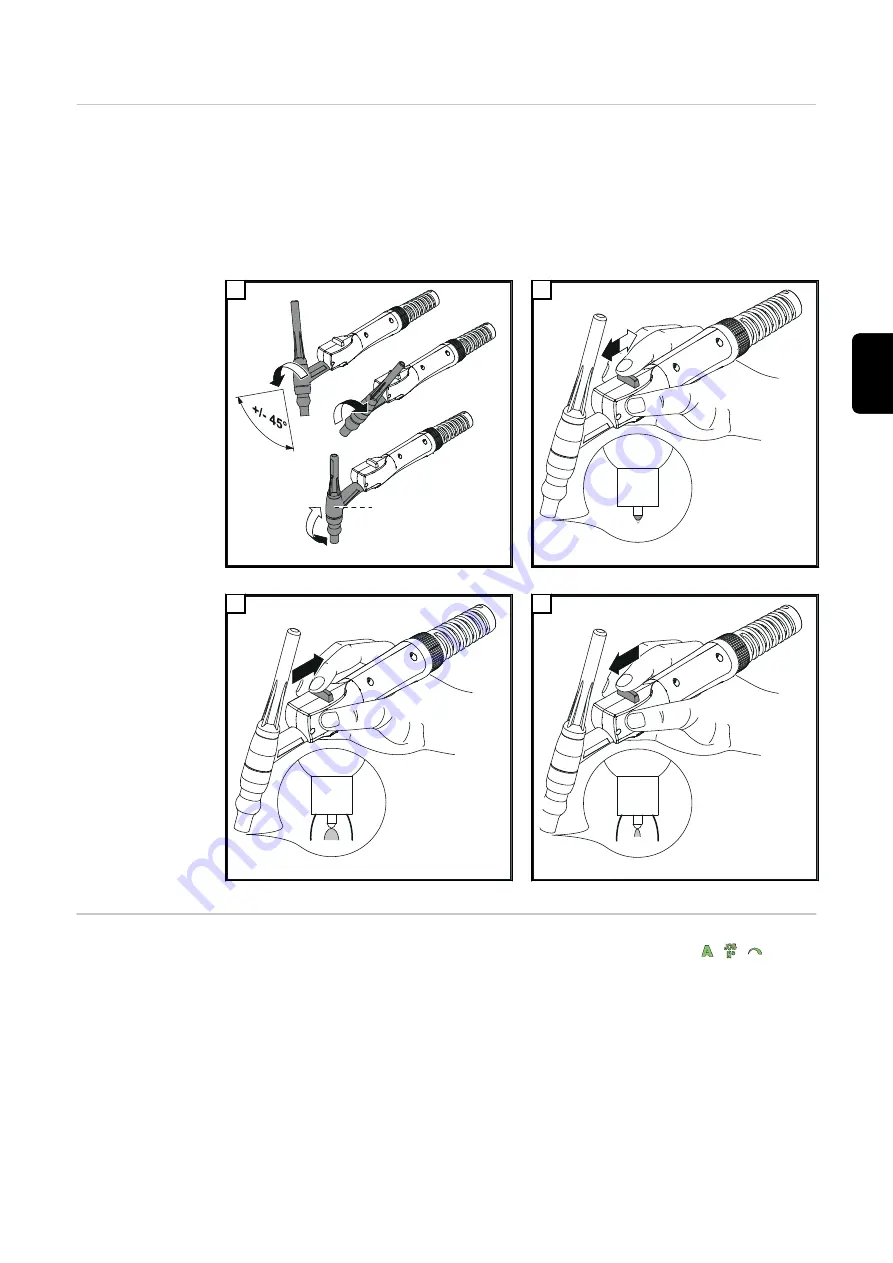
Formazione della calotta - condizione necessaria:
-
Sistema di saldatura TIG-AC
Intervallo mediante I
1
-> I
2
- Condizione necessaria:
-
Funzionamento standard a 4 tempi
-
Parametro SFS si trova su „OFF“ (regolazione in fabbrica)
*
* Solo per varianti „F“
1
2
l
1
3
l
2
4
Up/Down
Selezionare uno dei seguenti parametri della fuente de corriente:
-
regolare i parametri mediante funzione Up/Down
Formazione della calotta - condizione necessaria:
-
Sistema di saldatura TIG-AC
Intervallo mediante - Condizione necessaria:
-
Funzionamento standard a 4 tempi
-
Parametro SFS si trova su „OFF“ (regolazione in fabbrica)
81
IT
Summary of Contents for TTG 1200
Page 2: ......
Page 12: ...2 30 1 3 d d 3 1 d 2 4 12 ...
Page 17: ...Sonstige Schweißbrenner TTG 2200 TCS 1 TTG 1600 WKZ 2 Absaugbrenner 3 17 DE ...
Page 36: ...2 30 1 3 d d 3 1 d 2 4 36 ...
Page 41: ...Other torches TTG 2200 TCS 1 TTG 1600 WKZ 2 Extractor torch 3 41 EN ...
Page 60: ...2 30 1 3 d d 3 1 d 2 4 60 ...
Page 65: ...Autres torches de soudage TTG 2200 TCS 1 TTG 1600 WKZ 2 Torche aspirante 3 65 FR ...
Page 76: ...76 ...
Page 86: ...2 30 1 3 d d 3 1 d 2 4 86 ...
Page 91: ...Altri cannelli di sladatura TTG 2200 TCS 1 TTG 1600 WKZ 2 Cannello aspirante 3 91 IT ...
Page 102: ...102 ...
Page 112: ...2 30 1 3 d d 3 1 d 2 4 112 ...
Page 117: ...Otras antorchas TTG 2200 TCS 1 TTG 1600 WKZ 2 Soplete de aspiración 3 117 ES ...
Page 128: ...128 ...
Page 138: ...2 30 1 3 d d 3 1 d 2 4 138 ...
Page 143: ...Outros maçari cos de soldar TTG 2200 TCS 1 TTG 1600 WKZ 2 Queimador de aspiração 3 143 PT ...
Page 154: ...154 ...
Page 155: ...155 PT ...
Page 156: ......







































































