





























116
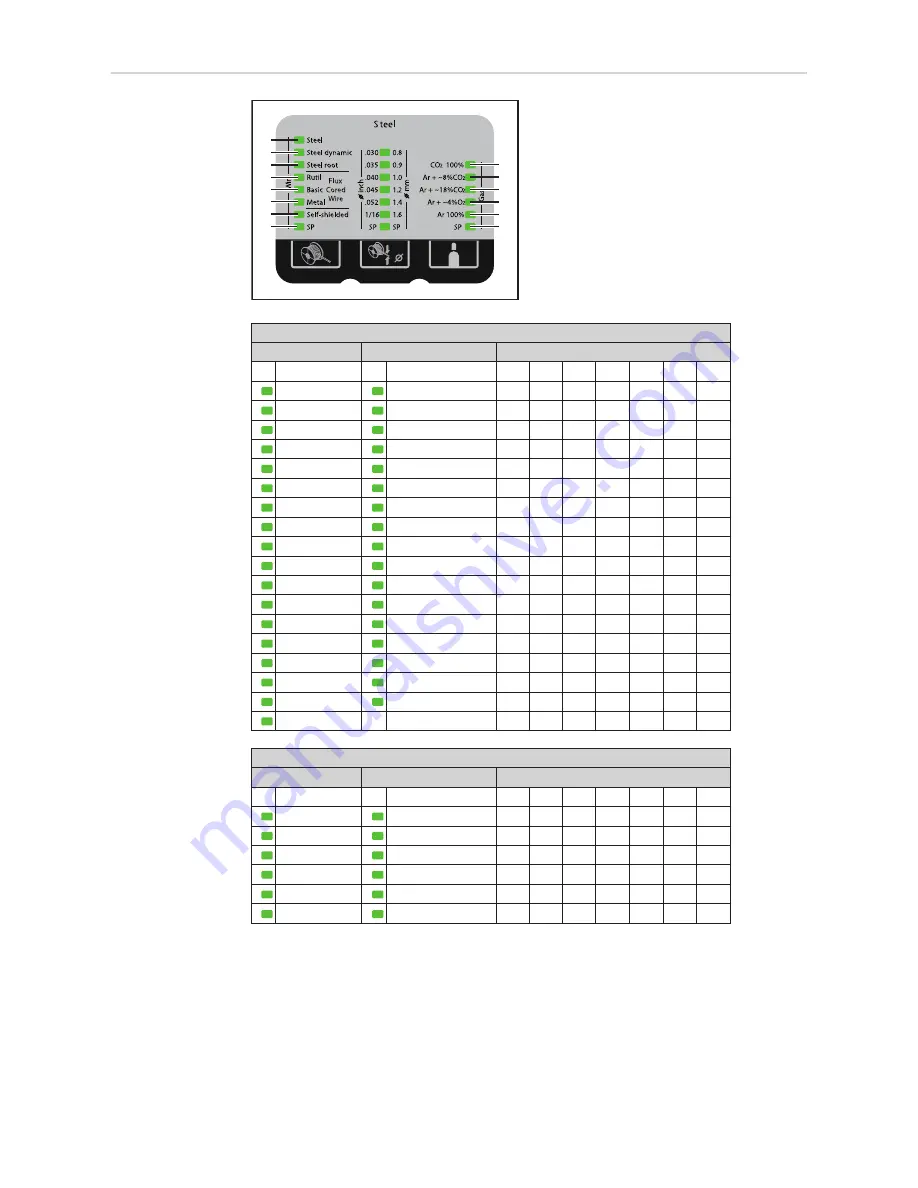
TransSteel 5000
Euro welding pro-
gram tables
Welding program database:
TransSteel 5000 Euro
VAT ID 2546
* Diameter = 1,2 mm (0.45 in.)
A
B
C
D
E
F
1
Pos.
Pos.
2
3
4
5
6
7
8
Standard Programs
Material
A
Pos.
2290
2300
2310
2322
2334
2288
2298
2308
2324
2332
2485
2486
2487
2488
2489
2285
2297
2307
2323
2331
2347
2394
2490
2395
2292
2302
2312
2326
2336
2293
2303
2313
2327
2337
2291
2301
2311
2325
2335
2502
2501
2499
2500
2529
2295
2305
2315
2329
2339
2296
2306
2316
2314
2330
2340
2294
2304
2328
2338
2410
2321
2411
2320
2391
2345
2317
2390
2344
2318
2433
2342
2420
2385
2432
2341
2421
2536
2387
2415
2350
2349
2388
2343
2348
Gas
Diameter
B
C
D
B
C
D
A
B
C
D
A
C
A
C
B
C
1
Pos.
1
1
1
2
2
2
3
3
3
3
4
4
5
5
6
6
7
Steel
Steel
Steel
Steel
Steel dynamic
Steel dynamic
Steel dynamic
Steel root
Steel root
Steel root
Steel root
Rutil FCW
Rutil FCW
Basic FCW
Basic FCW
Metal cored
Metal cored
Self-shielded
100 % CO2
0,8 mm
.030‘‘
0,9 mm
.035‘‘
1,0 mm
.040‘‘
1,2 mm
.045‘‘
1,4 mm
.052‘‘
1,6 mm
1/16‘‘
SP
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 18 % CO2
100 % CO2
Ar + 18 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Self-shielded
Special assignment
Material
F
Pos.
2427
2402
2426
2405
2428
2440
2441
2442
2443
2423
2424
2425
2444
Gas
Diameter
F
C
E
1
Pos.
3
8
8
Stainless Steel
Stainless Steel root
FCW Stainless Steel
AlMg 5
Ar + 2,5 % CO2
0,8 mm
.030‘‘
0,9 mm
.035‘‘
1,0 mm
.040‘‘
1,2 mm
.045‘‘
1,4 mm
.052‘‘
1,6 mm
1/16‘‘
SP
Ar + 2,5 % CO2
Ar + 18 % CO2
100 % Ar
2496
2495
2493
2497
2498
F
8
CuSi 3
SP
3092
E
8
AlSi
100 % Ar
*
Summary of Contents for VR 5000 noSpool
Page 2: ...2...
Page 4: ...4...
Page 19: ...General information...
Page 20: ......
Page 25: ...Control elements and connections...
Page 26: ......
Page 41: ...Installation and commissioning...
Page 42: ......
Page 51: ...51 EN 1 2 1 2...
Page 58: ...58...
Page 59: ...Welding...
Page 60: ......
Page 76: ...76 Number 3 Number 4 Number 5...
Page 77: ...Setup settings...
Page 78: ......
Page 92: ...92...
Page 93: ...Troubleshooting and maintenance...
Page 94: ......
Page 105: ...Technical data and settings tables...
Page 106: ......
Page 123: ...Appendix...
Page 125: ...125...
Page 127: ...127 8 8 8 8 5 5 5 Motor Plate Alu 4R s Connector Motor...
Page 128: ...128...
Page 129: ...129...
Page 130: ...130...
Page 131: ...131...






























































