























4
、
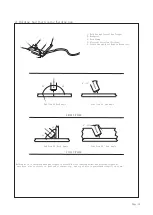
Selecting a Location
1)Select a correct location to place the unit
。
2)Determine input power cord length according to its actual operation
requirement.Input power cord must have a minimum inside diameter of
2
6mm
。
3)Do not move or operate unit where it could tip
。
4)Use cart or unit handle to move unit
.
Do not pull the cords to move
unit
.
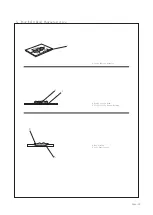
5)Moving gas cylinder and main unit to hight sparaely.Use lifting eye
to lift unit only ,not running gear,gas cylinders,or any other ac-
cessories.
6
)
Optional
order
for
individual
wire
feeder
is
available
.
The wire
fe-
eder
and
welding
gun
divide
from
the
main
unit
.
It
is
more
convenient
to
operate
.
Page.8







































































